
Wash & Cure
2 verfasser
Seite 1 von 1

 Wash & Cure
Wash & Cure
![]() von Claus60 Fr 03 März 2023, 13:08
von Claus60 Fr 03 März 2023, 13:08
Hi.
Ich habe grade meine neue Wash & Cure Plus von Anycubic ausgepackt. Ich musste die große Variante nehmen, weil mein Drucker nicht klein genug für die kleine Version ist. Er ist zwar eigentlich auch nicht groß genug für die große Version, aber egal, einen Tod muss man sterben.. So passt wenigstens alles auf jeden Fall rein.
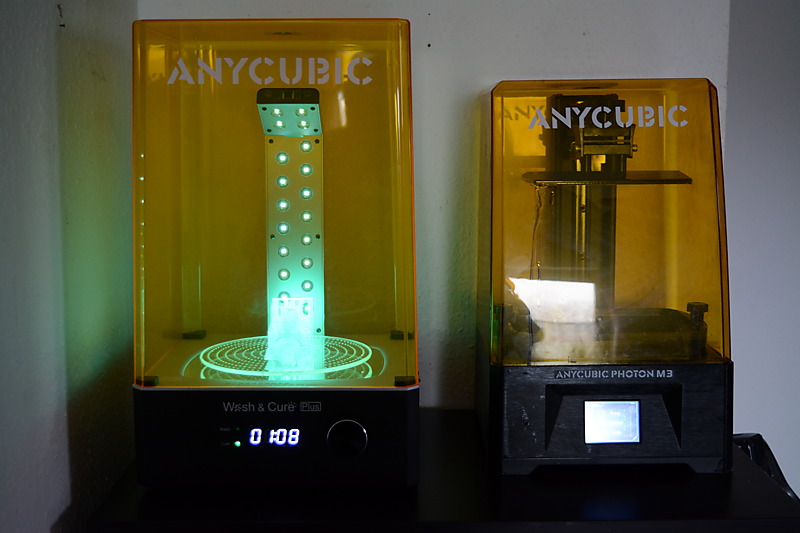
Die Waschmaschine ist doch deutlich größer als der Drucker...
Das Aushärten wird massiv beschleunigt, gegenüber meiner bisherigen Bastel- Lösung. Das Härten dauert hier nur noch 2-4 Minuten statt wie bisher 30-45 Minuten... Die UV LED in der Maschine sind wohl massiv stärker als die UV LED Strips, die ich bisher verwendet habe.

Der Waschtank ist unglaublich groß. Ich hatte 5 Liter frischen Spiritus da. Das reicht grade mal für eine halbe Füllung... Bevor ich das Teil wirklich ausnutzen kann, muss ich erst noch mal Alkohol- Nachschub besorgen.
Zum Glück habe ich die Fotos heute noch gemacht. Deswegen ist mir aufgefallen, das ich den Sensor meiner DSLR vor der Nussa noch mal reinigen muss.
Ich habe grade meine neue Wash & Cure Plus von Anycubic ausgepackt. Ich musste die große Variante nehmen, weil mein Drucker nicht klein genug für die kleine Version ist. Er ist zwar eigentlich auch nicht groß genug für die große Version, aber egal, einen Tod muss man sterben.. So passt wenigstens alles auf jeden Fall rein.
Die Waschmaschine ist doch deutlich größer als der Drucker...
Das Aushärten wird massiv beschleunigt, gegenüber meiner bisherigen Bastel- Lösung. Das Härten dauert hier nur noch 2-4 Minuten statt wie bisher 30-45 Minuten... Die UV LED in der Maschine sind wohl massiv stärker als die UV LED Strips, die ich bisher verwendet habe.
Der Waschtank ist unglaublich groß. Ich hatte 5 Liter frischen Spiritus da. Das reicht grade mal für eine halbe Füllung... Bevor ich das Teil wirklich ausnutzen kann, muss ich erst noch mal Alkohol- Nachschub besorgen.
Zum Glück habe ich die Fotos heute noch gemacht. Deswegen ist mir aufgefallen, das ich den Sensor meiner DSLR vor der Nussa noch mal reinigen muss.

Claus60- Skalpell-Künstler

klaus.kl und laiva-ukko mögen diesen Beitrag

Re: Wash & Cure
![]() von Peter2018 Sa 04 März 2023, 00:09
von Peter2018 Sa 04 März 2023, 00:09
Hallo Claus,
ich mache gerade meine ersten Erfahrungen mit 3D-Druck und PLA-Filament.
Also gaaaanz am Anfang.
Deshalb meine Frage: wozu braucht man sowas?
Kannst Du mir das kurz "populärwissenschaftlich" erklären?
Danke schön!
ich mache gerade meine ersten Erfahrungen mit 3D-Druck und PLA-Filament.
Also gaaaanz am Anfang.
Deshalb meine Frage: wozu braucht man sowas?
Kannst Du mir das kurz "populärwissenschaftlich" erklären?
Danke schön!

Peter2018- Schneidmatten-Virtuose

Re: Wash & Cure
![]() von Claus60 Sa 04 März 2023, 07:37
von Claus60 Sa 04 März 2023, 07:37
Hi.
Das Gerät braucht man, wenn man einen Resin Drucker verwendet, mit dem man doch feinere und glattere Objekte drucken kann. Bei einem FDM Drucker hat man weder etwas mit flüssigen Medien noch mit UV Licht zu tun. Beim Resin Druck wird lichtempfindliches flüssiges Harz mit UV belichtet und härtet somit schichtweise aus. Das UV Licht wird als "Foto" durch ein Display wie bei einem Smartphone oder Tablet gelenkt. Somit wird die Kontur erzeugt, immer ein Layer auf einmal. Deswegen spielt es für die Druckzeit keine Rolle, wie groß das zu druckende Objekt ist. Einzig die Höhe beeinflusst due Dauer der Drucks. Durch das Verfahren entstehen keine "ganzen Würste", die neben- und übereinander liegen, sondern glatte "Wurstschieiben". Außerdem ist die Auflösung eines Display um ein vielfaches feiner als die einer Düse, aus der geschmolzener Kunststoff rausgepresst wird. Der Standard ist eine Auflösung von 0,05mm, die man bei Bedarf bis auf 0,01mm erhöhen kann, aber natürlich zu Lasten der Geschwindigkeit. Die Düse eines FDM Druckers hat Durchmesser, die etwa beim zehnfachen davon liegen. Dadurch sind mit Resin viel glattere und feiner detaillierte Drucke möglich, wie man sie sich in aller Regel im Modellbau wünscht.
Eigentlich sind das zwei Maschinen in Einer weswegen das für Außenstehende wohl erst mal besonders unverständlich ist. Nach dem eigentlichen Resin Druck sind noch ein paar weitere Schritte notwendig, bis man ein fertiges und einsatzfähiges Teil in Händen hält. Bei diesen Schritten unterstützt diese Maschine doch sehr.
Schritt 1.
Beim Druck mit flüssigem Harz bleibt aber natürlich einiges an unbelichtetem Harz am fertigen Objekt haften. Zum einen muss man den Druck erst gut abtropfen lassen, um nicht unnötig viel Harz zu verschwenden und zum anderen muss das nicht belichtete Harz abgewaschen werden. Das geschieht meist mit Alkohol, bei mir Spiritus. Oft wird aber auch Isopropylalkohol (IPA) dafür verwendet. Spiritus ist aggressiver als IPA und reinigt deswegen besser. Außerdem ist er (normalerweise) leichter zu bekommen (meiner stammt z.B. von Rossmann). Daneben ist er auch spürbar günstiger. Aber grade wegen der Aggressivität verwenden viele Leute lieber IPA. IPA stinkt deutlich weniger und reizt die Haut auch längst nicht so stark. Deswegen hantiere ich immer mit Haushaltshandschuhen, wenn ich mit Spiritus "rumpansche".
Bisher habe ich die Drucke in einer mit Spiritus gefüllten "Tupperdose" für eine gewisse Zeit kräftig geschüttelt. Das funktioniert zwar, aber zum einen recht mühsam, zum zweiten ist das meist mit einer ziemlichen Sauerei verbunden und zum dritten wird es nie wirklich gründlich sauber. Das Waschen der frischen Drucke wird nun in dem Tank gemacht, der auf dem dritten Foto zu sehen ist. Vom Grundprinzip ist das auch nur eine "Tupperdose". Aber darin ist ein Korb, in den man die Teile legen kann, ohne in den Alkohol greifen zu müssen. Und unten ist ein magnetisch angetriebener Rührer, fast genau wie bei einem Magnetrührer aus dem Labor. Dadurch wird eine starke Strömung im Tank erzeugt, der binnen weniger Minuten die Anhaftungen vollständig beseitigt. Dazu stellt man den Tank auf das Grundgerät, welches den Magnetrührer Timergesteuert aktiviert. Das ist tatsächlich eine Waschmaschine für 3D Drucke. Und die Erleichterung durch die Maschine ist durchaus vergleichbar wie zwischen einer Handwäsche und einer Waschmaschine... Damit ist das "Wash" (Englisch für Waschen) aus "Wash & Cure" erledigt.
Schritt 2.
Als nächstes lässt man die Druck- Teile dann erst mal trocknen. Denn beim nächsten Schritt würden sie sich in nassem Zustand stark verziehen. Dank dem sehr flüchtigen Alkohol geht das aber recht schnell. Dann kann man auch die Teile von ihrem Stützmaterial befreien, sofern vorhanden. Das geht zwar auch noch am Schluss des Prozesses, aber wenn das Harz noch nicht ausgehärtet ist, geht das in der Regel einfacher.
Schritt 3.
Jetzt kommt die zweite Maschine, also eher der zweite Teil der Maschine zum Einsatz. Beim Drucken wird das Harz nur gerade so stark belichtet, das es seine Form behält. Das wird aus drei Gründen gemacht. Zum einen würde sonst der Druck um ein vielfaches länger dauern (wir reden hier von vielen Stunden bis hin zu Tagen). Zum zweiten haftet die neu belichtete Schicht besser an einem noch nicht vollständig aus belichteten Harz. Und zum Dritten werden so Display, Lichtquelle und Stromrechnung deutlich weniger stark belastet. Aber nur kurz anbelichtet ist das Objekt noch sehr empfindlich, sowohl mechanisch als auch auf UV Strahlung. Deswegen wird das Objekt noch mal nachbelichtet, um es aushärten zu lassen. Dadurch erlangt der Druck erst seine wirkliche Festigkeit und er wird so auch viel unempfindlicher gegen UV-Licht. Trotzdem sollte man die Teile recht zeitnah lackieren, damit nicht doch noch etwas auf UV reagiert.
Zum Aushärten braucht es keine scharfe Lichtquelle mehr wie noch beim eigentlichen Druck. Die Form ist ja schon fix vorgegeben. Eine diffuse UV Lichtquelle erfüllt ihren Zweck also sehr gut. Speziell im Sommer kann man das sogar draußen im Sonnenlicht machen. Dann ist der UV Anteil im Licht hoch genug um den Druck in absehbarer Zeit auszuhärten. Allerdings unterliegt Tageslicht doch starken Schwankungen und liefert somit keine reproduzierbaren Ergebnisse. Bisher habe ich zum Aushärten einen großen Schuhkarton verwendet. Den habe ich mit zerknitterter ALU Folie ausgekleidet und an den Deckel einen UV- LED Strip geklebt. Die Wellenlänge der gängigen UV LED passt recht gut zu den 3D Harzen. Deswegen funktionierte das, und zwar mit reproduzierbaren Ergebnissen.
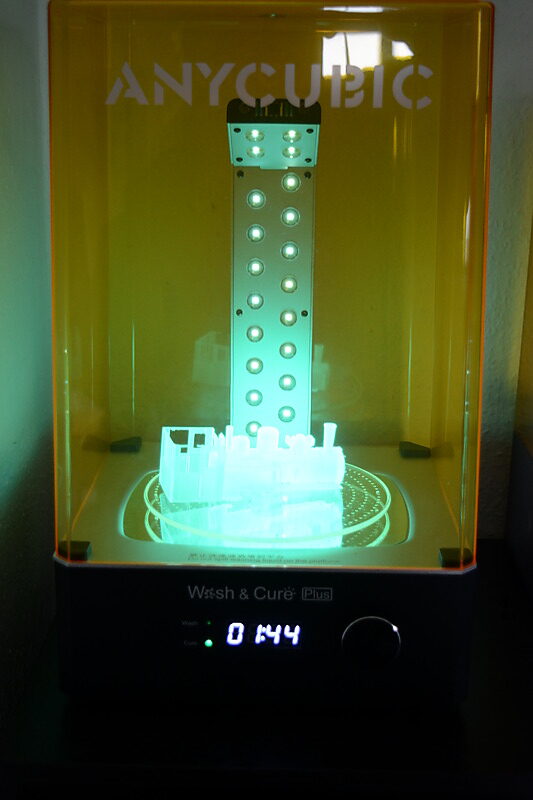
Die Wash&Cure Maschine hat einen "Balken" aus starken UV LED eingebaut. Dazu einen transparenten Drehteller und unter dem Teller einen Spiegel, damit das UV Licht gleichmäßig und wirklich überall hin kommt. So, wie man es auf dem zweiten Foto sehen kann. Um den Drehteller nutzen zu können, muss natürlich erst der Waschtank entfernt werden. Dann kann man den Drehteller aufstecken und die Druckteile aushärten lassen. Im Gegensatz zum Waschen muss dabei aber die (orangefarbene) Abdeckung aufgesetzt sein. Ohne die Abdeckung würde man sich durch das UV Licht wohl ziemlich schnell die Augen ruinieren. Deswegen kann man die Härtung erst gar nicht starten, wenn die Abdeckung nicht drauf ist.
Eine so gleichmäßige Aushärtung bekommt man anders nicht hin, auch nicht mit zerknitterter Alu Folie. Deswegen musste ich meine Drucke bisher immer umdrehen, damit sie von allen Seiten aushärten können. Mit meiner "Bastellösung" dauerte das Aushärten so 30-60 Minuten, je nach Objekt. Die "Wash&Cure" schafft dass in 2-4 Minuten... Das war der "Cure" (Englisch für Heilen oder Härten) Teil von Wash&Cure..
Es gibt auch mit klarem Wasser waschbare Harze. Die werden meist unter fließendem Wasser abgewaschen. Das ist wegen dem gelösten Harz bedenklich, lässt sich aber kaum anders machen. Man kann so eine Wash&Cure Maschine auch für derartige Harze verwenden. Dann dauert das Waschen aber nicht 2-3 Minuten, wie bei Alkohol, sondern etwa eine Stunde... Deswegen wasche ich selbst solche Harze mit Alkohol, denn das klappt auch bei solchen Harzen.
Das Gerät braucht man, wenn man einen Resin Drucker verwendet, mit dem man doch feinere und glattere Objekte drucken kann. Bei einem FDM Drucker hat man weder etwas mit flüssigen Medien noch mit UV Licht zu tun. Beim Resin Druck wird lichtempfindliches flüssiges Harz mit UV belichtet und härtet somit schichtweise aus. Das UV Licht wird als "Foto" durch ein Display wie bei einem Smartphone oder Tablet gelenkt. Somit wird die Kontur erzeugt, immer ein Layer auf einmal. Deswegen spielt es für die Druckzeit keine Rolle, wie groß das zu druckende Objekt ist. Einzig die Höhe beeinflusst due Dauer der Drucks. Durch das Verfahren entstehen keine "ganzen Würste", die neben- und übereinander liegen, sondern glatte "Wurstschieiben". Außerdem ist die Auflösung eines Display um ein vielfaches feiner als die einer Düse, aus der geschmolzener Kunststoff rausgepresst wird. Der Standard ist eine Auflösung von 0,05mm, die man bei Bedarf bis auf 0,01mm erhöhen kann, aber natürlich zu Lasten der Geschwindigkeit. Die Düse eines FDM Druckers hat Durchmesser, die etwa beim zehnfachen davon liegen. Dadurch sind mit Resin viel glattere und feiner detaillierte Drucke möglich, wie man sie sich in aller Regel im Modellbau wünscht.
Eigentlich sind das zwei Maschinen in Einer weswegen das für Außenstehende wohl erst mal besonders unverständlich ist. Nach dem eigentlichen Resin Druck sind noch ein paar weitere Schritte notwendig, bis man ein fertiges und einsatzfähiges Teil in Händen hält. Bei diesen Schritten unterstützt diese Maschine doch sehr.
Schritt 1.
Beim Druck mit flüssigem Harz bleibt aber natürlich einiges an unbelichtetem Harz am fertigen Objekt haften. Zum einen muss man den Druck erst gut abtropfen lassen, um nicht unnötig viel Harz zu verschwenden und zum anderen muss das nicht belichtete Harz abgewaschen werden. Das geschieht meist mit Alkohol, bei mir Spiritus. Oft wird aber auch Isopropylalkohol (IPA) dafür verwendet. Spiritus ist aggressiver als IPA und reinigt deswegen besser. Außerdem ist er (normalerweise) leichter zu bekommen (meiner stammt z.B. von Rossmann). Daneben ist er auch spürbar günstiger. Aber grade wegen der Aggressivität verwenden viele Leute lieber IPA. IPA stinkt deutlich weniger und reizt die Haut auch längst nicht so stark. Deswegen hantiere ich immer mit Haushaltshandschuhen, wenn ich mit Spiritus "rumpansche".
Bisher habe ich die Drucke in einer mit Spiritus gefüllten "Tupperdose" für eine gewisse Zeit kräftig geschüttelt. Das funktioniert zwar, aber zum einen recht mühsam, zum zweiten ist das meist mit einer ziemlichen Sauerei verbunden und zum dritten wird es nie wirklich gründlich sauber. Das Waschen der frischen Drucke wird nun in dem Tank gemacht, der auf dem dritten Foto zu sehen ist. Vom Grundprinzip ist das auch nur eine "Tupperdose". Aber darin ist ein Korb, in den man die Teile legen kann, ohne in den Alkohol greifen zu müssen. Und unten ist ein magnetisch angetriebener Rührer, fast genau wie bei einem Magnetrührer aus dem Labor. Dadurch wird eine starke Strömung im Tank erzeugt, der binnen weniger Minuten die Anhaftungen vollständig beseitigt. Dazu stellt man den Tank auf das Grundgerät, welches den Magnetrührer Timergesteuert aktiviert. Das ist tatsächlich eine Waschmaschine für 3D Drucke. Und die Erleichterung durch die Maschine ist durchaus vergleichbar wie zwischen einer Handwäsche und einer Waschmaschine... Damit ist das "Wash" (Englisch für Waschen) aus "Wash & Cure" erledigt.
Schritt 2.
Als nächstes lässt man die Druck- Teile dann erst mal trocknen. Denn beim nächsten Schritt würden sie sich in nassem Zustand stark verziehen. Dank dem sehr flüchtigen Alkohol geht das aber recht schnell. Dann kann man auch die Teile von ihrem Stützmaterial befreien, sofern vorhanden. Das geht zwar auch noch am Schluss des Prozesses, aber wenn das Harz noch nicht ausgehärtet ist, geht das in der Regel einfacher.
Schritt 3.
Jetzt kommt die zweite Maschine, also eher der zweite Teil der Maschine zum Einsatz. Beim Drucken wird das Harz nur gerade so stark belichtet, das es seine Form behält. Das wird aus drei Gründen gemacht. Zum einen würde sonst der Druck um ein vielfaches länger dauern (wir reden hier von vielen Stunden bis hin zu Tagen). Zum zweiten haftet die neu belichtete Schicht besser an einem noch nicht vollständig aus belichteten Harz. Und zum Dritten werden so Display, Lichtquelle und Stromrechnung deutlich weniger stark belastet. Aber nur kurz anbelichtet ist das Objekt noch sehr empfindlich, sowohl mechanisch als auch auf UV Strahlung. Deswegen wird das Objekt noch mal nachbelichtet, um es aushärten zu lassen. Dadurch erlangt der Druck erst seine wirkliche Festigkeit und er wird so auch viel unempfindlicher gegen UV-Licht. Trotzdem sollte man die Teile recht zeitnah lackieren, damit nicht doch noch etwas auf UV reagiert.
Zum Aushärten braucht es keine scharfe Lichtquelle mehr wie noch beim eigentlichen Druck. Die Form ist ja schon fix vorgegeben. Eine diffuse UV Lichtquelle erfüllt ihren Zweck also sehr gut. Speziell im Sommer kann man das sogar draußen im Sonnenlicht machen. Dann ist der UV Anteil im Licht hoch genug um den Druck in absehbarer Zeit auszuhärten. Allerdings unterliegt Tageslicht doch starken Schwankungen und liefert somit keine reproduzierbaren Ergebnisse. Bisher habe ich zum Aushärten einen großen Schuhkarton verwendet. Den habe ich mit zerknitterter ALU Folie ausgekleidet und an den Deckel einen UV- LED Strip geklebt. Die Wellenlänge der gängigen UV LED passt recht gut zu den 3D Harzen. Deswegen funktionierte das, und zwar mit reproduzierbaren Ergebnissen.
Die Wash&Cure Maschine hat einen "Balken" aus starken UV LED eingebaut. Dazu einen transparenten Drehteller und unter dem Teller einen Spiegel, damit das UV Licht gleichmäßig und wirklich überall hin kommt. So, wie man es auf dem zweiten Foto sehen kann. Um den Drehteller nutzen zu können, muss natürlich erst der Waschtank entfernt werden. Dann kann man den Drehteller aufstecken und die Druckteile aushärten lassen. Im Gegensatz zum Waschen muss dabei aber die (orangefarbene) Abdeckung aufgesetzt sein. Ohne die Abdeckung würde man sich durch das UV Licht wohl ziemlich schnell die Augen ruinieren. Deswegen kann man die Härtung erst gar nicht starten, wenn die Abdeckung nicht drauf ist.
Eine so gleichmäßige Aushärtung bekommt man anders nicht hin, auch nicht mit zerknitterter Alu Folie. Deswegen musste ich meine Drucke bisher immer umdrehen, damit sie von allen Seiten aushärten können. Mit meiner "Bastellösung" dauerte das Aushärten so 30-60 Minuten, je nach Objekt. Die "Wash&Cure" schafft dass in 2-4 Minuten... Das war der "Cure" (Englisch für Heilen oder Härten) Teil von Wash&Cure..
Es gibt auch mit klarem Wasser waschbare Harze. Die werden meist unter fließendem Wasser abgewaschen. Das ist wegen dem gelösten Harz bedenklich, lässt sich aber kaum anders machen. Man kann so eine Wash&Cure Maschine auch für derartige Harze verwenden. Dann dauert das Waschen aber nicht 2-3 Minuten, wie bei Alkohol, sondern etwa eine Stunde... Deswegen wasche ich selbst solche Harze mit Alkohol, denn das klappt auch bei solchen Harzen.
Claus60- Skalpell-Künstler
bluetrain, didibuch, klaus.kl und Peter2018 mögen diesen Beitrag
Re: Wash & Cure
![]() von Peter2018 Sa 04 März 2023, 14:15
von Peter2018 Sa 04 März 2023, 14:15
Hallo Claus,
herzlichen Dank für diese ausführliche und gute Erklärung.
Da habe ich jetzt so einiges zum Resin-Druck gelernt.
Blauäugig wie ich bin, dachte ich nicht, dass da auf soviel geachtet werden muss.
Also noch mal
herzlichen Dank für diese ausführliche und gute Erklärung.
Da habe ich jetzt so einiges zum Resin-Druck gelernt.
Blauäugig wie ich bin, dachte ich nicht, dass da auf soviel geachtet werden muss.
Also noch mal
Peter2018- Schneidmatten-Virtuose
Re: Wash & Cure
![]() von Claus60 So 12 März 2023, 22:14
von Claus60 So 12 März 2023, 22:14
Hi.
Nachdem ich die Maschine jetzt ein wenig im Einsatz hatte, ein kleines Fazit...
Der Workflow wird durch die Wash & Cure Maschine massiv beschleunigt. Es reicht zwar noch nicht an "Massenproduktion" ran, aber mein Output ist wohl doppelt so hoch wie ohne diese Maschine. Ich lege die gedruckten Teile zusammen mit der Druck- Plattform für 4 Minuten in die Waschmaschine. Danach sind auch die aller letzten Reste von flüssigem Harz verschwunden Mit meiner Hand- Schüttel- Methode bin ich nie auch nur ansatzweise in die Nähe gekommen.
Auch das Aushärten geht einfach so viel schneller und dabei auch noch viel gleichmäßiger. So, das man sich das kaum vorstellen kann, wenn man es selbst noch nicht erlebt hat.
Der Effekt ist, die Druckteile werden so schon fast absurd glatt. Das sieht gar nicht mehr nach 3D Druck aus, sondern nach Kunststoff- Spritzguss höchster Güte. Sowas habe ich bisher im 3D Druck noch nicht gesehen. Nun gut, ich arbeite ja "reinrassig" mit Anycubic. Aber ob es daran liegt, bezweifele ich doch. Sowohl die Wash & Cure Plus als auch der Photon M3 Drucker und das verwendete Harz sind von Anycubic. Ist aber eigentlich purer Zufall und hat sich vorrangig ergeben, weil Anycubic in ihrem "Werksverkauf" immer genau dann eine große Rabatt- Aktion laufen hatte, als ich ein neues Gerät kaufen wollte. Amazon oder AliExpress kam da jedes Mal nicht mit. Das ABS-Like + Harz ist meiner Ansicht nach zur Zeit das Harz mit dem besten Preis- Leistungsverhältnis. Für etwas über 30€ bekommt man 1 Kg sehr hochwertigen Harzes. Die Drucke sind sehr glatt, scharf, detailreich und präzise, dabei aber auch ziemlich stabil, für Resin- 3D Drucke sogar sehr stabil.
Fast schon schade, das mein transparentes Harz inzwischen aufgebraucht ist und ich aktuell "nur" Graues da habe. Mit dieser Ausrüstung könnte ich mir vorstellen, das man damit in der Tat komplexe Verglasungen wirklich brauchbar herstellen könnte.
Also, wer eine Resin 3D Drucker einsetzt und bisher noch keine derartige Maschine hat, begeht einen Fehler. Das Gerät gehört einfach dazu, wenn man schneller zu besseren Ergebnissen kommen möchte. Ich kann mir schon jetzt überhaupt nicht mehr vorstellen, wie ich "früher" ohne so etwas leben konnte. Wirklich gut angelegtes Geld.
Nachdem ich die Maschine jetzt ein wenig im Einsatz hatte, ein kleines Fazit...
Der Workflow wird durch die Wash & Cure Maschine massiv beschleunigt. Es reicht zwar noch nicht an "Massenproduktion" ran, aber mein Output ist wohl doppelt so hoch wie ohne diese Maschine. Ich lege die gedruckten Teile zusammen mit der Druck- Plattform für 4 Minuten in die Waschmaschine. Danach sind auch die aller letzten Reste von flüssigem Harz verschwunden Mit meiner Hand- Schüttel- Methode bin ich nie auch nur ansatzweise in die Nähe gekommen.
Auch das Aushärten geht einfach so viel schneller und dabei auch noch viel gleichmäßiger. So, das man sich das kaum vorstellen kann, wenn man es selbst noch nicht erlebt hat.
Der Effekt ist, die Druckteile werden so schon fast absurd glatt. Das sieht gar nicht mehr nach 3D Druck aus, sondern nach Kunststoff- Spritzguss höchster Güte. Sowas habe ich bisher im 3D Druck noch nicht gesehen. Nun gut, ich arbeite ja "reinrassig" mit Anycubic. Aber ob es daran liegt, bezweifele ich doch. Sowohl die Wash & Cure Plus als auch der Photon M3 Drucker und das verwendete Harz sind von Anycubic. Ist aber eigentlich purer Zufall und hat sich vorrangig ergeben, weil Anycubic in ihrem "Werksverkauf" immer genau dann eine große Rabatt- Aktion laufen hatte, als ich ein neues Gerät kaufen wollte. Amazon oder AliExpress kam da jedes Mal nicht mit. Das ABS-Like + Harz ist meiner Ansicht nach zur Zeit das Harz mit dem besten Preis- Leistungsverhältnis. Für etwas über 30€ bekommt man 1 Kg sehr hochwertigen Harzes. Die Drucke sind sehr glatt, scharf, detailreich und präzise, dabei aber auch ziemlich stabil, für Resin- 3D Drucke sogar sehr stabil.
Fast schon schade, das mein transparentes Harz inzwischen aufgebraucht ist und ich aktuell "nur" Graues da habe. Mit dieser Ausrüstung könnte ich mir vorstellen, das man damit in der Tat komplexe Verglasungen wirklich brauchbar herstellen könnte.
Also, wer eine Resin 3D Drucker einsetzt und bisher noch keine derartige Maschine hat, begeht einen Fehler. Das Gerät gehört einfach dazu, wenn man schneller zu besseren Ergebnissen kommen möchte. Ich kann mir schon jetzt überhaupt nicht mehr vorstellen, wie ich "früher" ohne so etwas leben konnte. Wirklich gut angelegtes Geld.
Claus60- Skalpell-Künstler
klaus.kl mag diesen Beitrag
Re: Wash & Cure
![]() von Claus60 Do 16 März 2023, 16:19
von Claus60 Do 16 März 2023, 16:19
Hi.
Da mir inzwischen auch ein "Problem" mit der Wash & Cure Maschine unter gekommen ist, möchte ich euch das nicht vorenthalten, damit ihr meinen Fehler nicht selbst machen müsst.
Ich nutze Spiritus statt IPA zu Reinigen. Spiritus ist günstiger und reinigt besser, weil er aggressiver ist. Dafür muss man bei Hautkontakt vorsichtiger sein (am besten nur mit Handschuhen arbeiten) und er stinkt stärker als IPA.
Außerdem nutze ich eine flexible Bauplatte, womit man die Drucke viel leichter und zerstörungsfrei ablösen kann. Außerdem kann man, eine passend eingestellte "Elefantenfuß-" Korrektur vorausgesetzt auch oftmals ganz ohne Stützmaterial und somit auch ganz ohne Beschädigung durch das Stützmaterial drucken. In dieser Kombination darf man aber nicht die ganze Bauplatte mit anhaftenden Drucken in die Wash & Cure geben. Normalerweise ist das so als eine von zwei Varianten vorgesehen. Aber die selbstklebende Magnetfolie, die die flexible Platte an der herkömmlichen Druckplatte fest hält, ist auf Dauer nicht resistent gegen den Spiritus. Als Konsequenz löst sich der Kleber und die Magnetfolie incl. Bauplatte und Druckteil hebt sich, was zu einem "krummen" Druck führt. Zum Glück ist mir das bei einem Testdruck mit "altem" Harz passiert, den ich sowieso weiter nicht verwenden wollte. Ich wollte halt wissen, ob das Hochskalieren des MD-419, der aus 2 Teilen besteht, auch bei beiden Teilen gleichmäßig erfolgt ist. Da so ein G- Wagen viel Harz verbraucht und ich noch Reste von älterem Harz da habe, das ich eigentlich nicht mehr nutze, wollte ich es erst mal damit versuchen, bevor ich das "gute" Harz verschwende. Der Druck war aber noch so weit zu gebrauchen, das man sehen konnte, das die beiden Teile zueinander wirklich passen. Der Test war also trotzdem erfolgreich. Den "Krummen" Wagenkasten kann man wohl noch irgendwo auf der Anlage zu einem Schuppen umfunktionieren...
Allerdings war an ein Weiterdrucken erst mal nicht zu denken. Ich habe mir eine neue flexible Druckplatte bestellt (für 13,95€), die heute angekommen ist. Bevor ich die neue Platte montieren konnte, habe ich die alte Magnetfolie abgezogen und die Kleber- Reste entfernt.
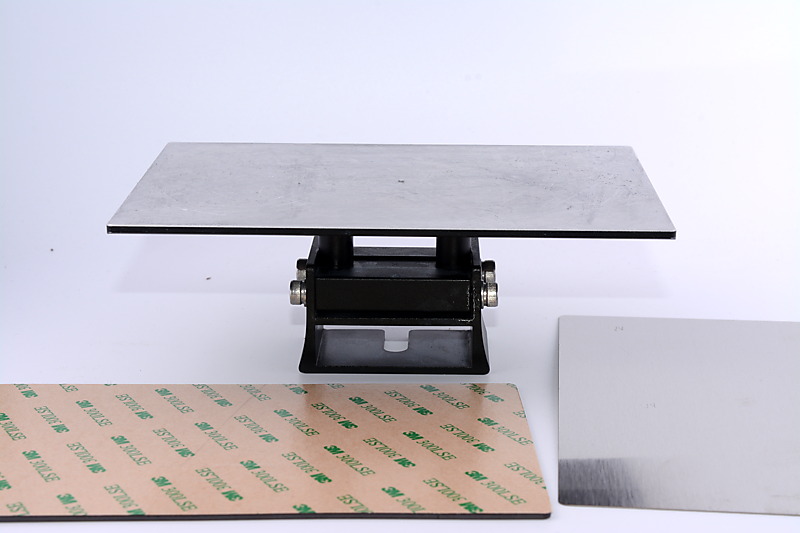
Hier sieht man alle Bestandteile. Hinten die eigentliche Druckplatte, die beim Drucker dabei ist und an der normalerweise die Drucke haften. Links die Magnetfolie, noch mit Schutzpapier und rechts die neue Bauplatte, an der in Zukunft die Drucke haften sollen.

Das Aufkleben der Magnetfolie ist eigentlich ganz einfach.
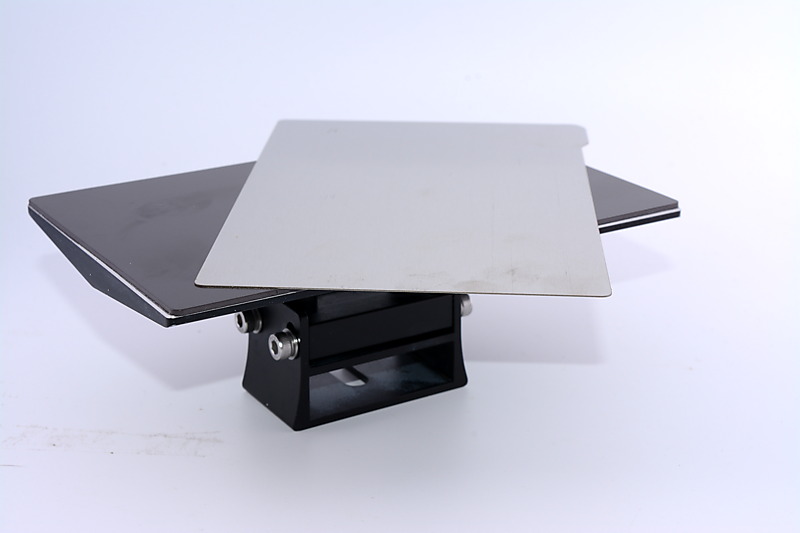
Die Flex- Platte mal provisorisch aber extra schräg aufgesetzt, denn...

die Folie soll nach dem Aufkleben mindestens 24 Stunden nicht belastet werden, damit der Kleber seine volle Klebekraft entfalten kann. Deswegen habe ich die Folie mit kleinen Schraubzwingen an allen vier Ecken angepresst. So bleibt das Ganze bis mindestens morgen Abend liegen. Danach muss der Drucker natürlich neu gelevelt werden. Falls Interesse besteht, kann ich das mit 1, 2 Fotos dokumentieren. Ist aber keine große Sache und gehört bei jedem 3D Drucker zum "Alltagsgeschäft".
In Zukunft kommt dann die Original- Bauplatte nicht mit in die Wash & Cure, obwohl sie darin so sauber wie nie zuvor geworden ist. Ein Küchenpapier mit Alkohol getränkt muss also wieder reichen, wie "früher" auch.
Da mir inzwischen auch ein "Problem" mit der Wash & Cure Maschine unter gekommen ist, möchte ich euch das nicht vorenthalten, damit ihr meinen Fehler nicht selbst machen müsst.
Ich nutze Spiritus statt IPA zu Reinigen. Spiritus ist günstiger und reinigt besser, weil er aggressiver ist. Dafür muss man bei Hautkontakt vorsichtiger sein (am besten nur mit Handschuhen arbeiten) und er stinkt stärker als IPA.
Außerdem nutze ich eine flexible Bauplatte, womit man die Drucke viel leichter und zerstörungsfrei ablösen kann. Außerdem kann man, eine passend eingestellte "Elefantenfuß-" Korrektur vorausgesetzt auch oftmals ganz ohne Stützmaterial und somit auch ganz ohne Beschädigung durch das Stützmaterial drucken. In dieser Kombination darf man aber nicht die ganze Bauplatte mit anhaftenden Drucken in die Wash & Cure geben. Normalerweise ist das so als eine von zwei Varianten vorgesehen. Aber die selbstklebende Magnetfolie, die die flexible Platte an der herkömmlichen Druckplatte fest hält, ist auf Dauer nicht resistent gegen den Spiritus. Als Konsequenz löst sich der Kleber und die Magnetfolie incl. Bauplatte und Druckteil hebt sich, was zu einem "krummen" Druck führt. Zum Glück ist mir das bei einem Testdruck mit "altem" Harz passiert, den ich sowieso weiter nicht verwenden wollte. Ich wollte halt wissen, ob das Hochskalieren des MD-419, der aus 2 Teilen besteht, auch bei beiden Teilen gleichmäßig erfolgt ist. Da so ein G- Wagen viel Harz verbraucht und ich noch Reste von älterem Harz da habe, das ich eigentlich nicht mehr nutze, wollte ich es erst mal damit versuchen, bevor ich das "gute" Harz verschwende. Der Druck war aber noch so weit zu gebrauchen, das man sehen konnte, das die beiden Teile zueinander wirklich passen. Der Test war also trotzdem erfolgreich. Den "Krummen" Wagenkasten kann man wohl noch irgendwo auf der Anlage zu einem Schuppen umfunktionieren...
Allerdings war an ein Weiterdrucken erst mal nicht zu denken. Ich habe mir eine neue flexible Druckplatte bestellt (für 13,95€), die heute angekommen ist. Bevor ich die neue Platte montieren konnte, habe ich die alte Magnetfolie abgezogen und die Kleber- Reste entfernt.
Hier sieht man alle Bestandteile. Hinten die eigentliche Druckplatte, die beim Drucker dabei ist und an der normalerweise die Drucke haften. Links die Magnetfolie, noch mit Schutzpapier und rechts die neue Bauplatte, an der in Zukunft die Drucke haften sollen.
Das Aufkleben der Magnetfolie ist eigentlich ganz einfach.
Die Flex- Platte mal provisorisch aber extra schräg aufgesetzt, denn...
die Folie soll nach dem Aufkleben mindestens 24 Stunden nicht belastet werden, damit der Kleber seine volle Klebekraft entfalten kann. Deswegen habe ich die Folie mit kleinen Schraubzwingen an allen vier Ecken angepresst. So bleibt das Ganze bis mindestens morgen Abend liegen. Danach muss der Drucker natürlich neu gelevelt werden. Falls Interesse besteht, kann ich das mit 1, 2 Fotos dokumentieren. Ist aber keine große Sache und gehört bei jedem 3D Drucker zum "Alltagsgeschäft".
In Zukunft kommt dann die Original- Bauplatte nicht mit in die Wash & Cure, obwohl sie darin so sauber wie nie zuvor geworden ist. Ein Küchenpapier mit Alkohol getränkt muss also wieder reichen, wie "früher" auch.
Claus60- Skalpell-Künstler
bluetrain und schumi15 mögen diesen Beitrag
Seite 1 von 1
Befugnisse in diesem Forum
Sie können in diesem Forum nicht antworten