
Baubericht CNC Fräse mit Lasercut Upgrade.
2 verfasser
Seite 1 von 1

 Baubericht CNC Fräse mit Lasercut Upgrade.
Baubericht CNC Fräse mit Lasercut Upgrade.
![]() von Claus60 Do 25 Nov 2021, 10:36
von Claus60 Do 25 Nov 2021, 10:36
Hallo.
Ende 2018 habe ich mir eine CNC Fräse als Bausatz bestellt und auch zusammen gebaut. Hier der Baubericht dazu...
Ich habe mir, nicht zuletzt auf Grund des positiven Tests in der “Make” einen China- Bausatz für eine CNC-Fräse angeschafft.
Meine Fräse ist die “Größte” aus der Serie und hat eine Arbeitsfläche von 30×18 cm. Es ist also trotzdem eine Mini- Fräse, verglichen mit dem, was man sonst so an CNC-Fräsen zu sehen bekommt. Die anderen Größen sind 16×10 cm und 24×18 cm, woraus sich die entsprechenden Typ- Bezeichnungen CNC 1610, CNC 2418 und CNC 3018 ableiten… Preislich liegen ca 30€ zwischen der 1610 und der 3018, wobei die 2418 meist teuer als die 3018 angeboten wird. Ich musste incl. Versand aus Deutschland (also keine Probleme mit dem Zoll und schnelle Lieferung binnen 3 Tagen) 199€ für den Komplett- Bausatz (incl. Elektronik und Spindelmotor) bezahlen. Gefunden in der e- Bucht (wo sonst?)…
Zunächst ein paar Gedanken, was man von so einer Mini- Fräse erwarten kann, und was nicht. Das Bearbeiten von Edelstahl braucht man mit Sicherheit erst gar nicht probieren. Das klappt 100% sicher nicht. Auch weniger harte Metalle sind nicht gerade die Domäne so eines Gerätes. Wer sehr experimentierfreudig ist, kann vielleicht versuchen, dünnes Messing- oder Alu Blech damit zu bearbeiten. Aber in wie weit das hin haut, keine Ahnung… Für die Leute, die aus Messing und Stahl Meisterwerke der Feinmechanik zaubern, ist diese Maschine definitiv nix.
Ich habe aller höchsten Respekt vor den Fähigkeiten dieser Künstler, selbst aber einen ganz anderen Ansatz. Zum Teil mangels eigener Fähigkeiten aber auch weil ich mich hier “Austoben” und meiner Phantasie freien Lauf lassen will. Dazu sind auch meine finanziellen Möglichkeiten stark begrenzt. Getreu dem Motto “Gib einem Hungernden einen Fisch und er ist für einen Tag satt, zeige ihm, wie man fischt, und er muss nie mehr hungern”, ist jetzt also statt einem Lok- Bausatz (der “Fisch”) die Maschine (die Fähigkeit zu “Fischen” also Loks selbst zu bauen) angeschafft worden.
Alles, was über das Fräsen und Bohren von Platinen für elektronische Schaltungen an Metallbearbeitung hinaus geht, überfordert das Gerät wohl. Neben dem Herstellen von Platinen, was laut diversen Berichten tadellos funktioniert und was ich auf jeden Fall auch selbst mal machen will, eignet sie sich vor allem für Kunststoff- und Holzbearbeitung…
Ich plane vor allem Polystyrol- Platten damit zu verarbeiten, daraus Fenster und Türen für Gebäude (die sind als Fertigteile einfach furchtbar teuer) aber auch Fahrzeug- Gehäuse und ähnliche Teile zu fräsen. Selbst kleinere 1:45 Gebäude sind bei der Größe der Fräse möglich.
Daneben möchte ich Balsa- und Sperrholz damit bearbeiten, vielleicht auch mal Karton (kommt auf einen Versuch an).
Diese Einschränkungen sollten einen vorher bewusst sein. Ich persönlich möchte die Fräse (so ich sie denn je zusammen bekomme) vorrangig als Ersatz für Skalpell und Lineal verwenden, da meine Hände und Augen nicht mehr die allerbesten sind. Die Genauigkeit, die ich mit dem Bastelmesser erzielen kann, sollte die Fräse spielend und deutlich übertreffen…
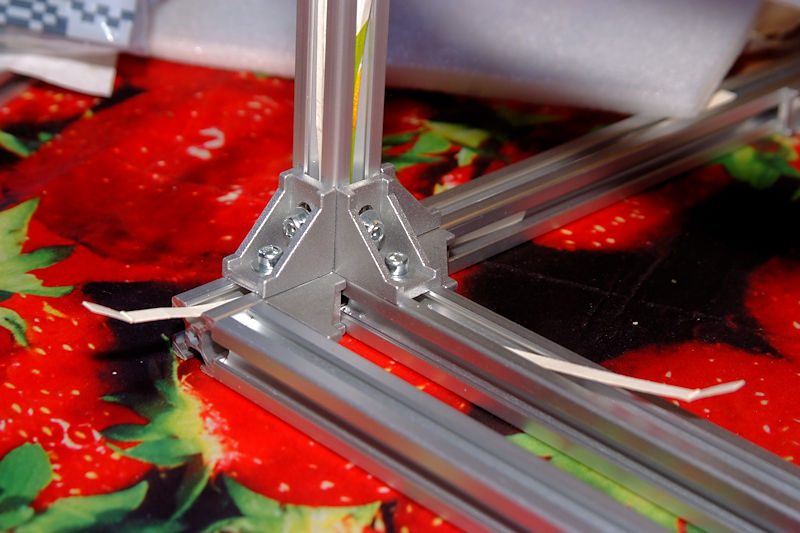
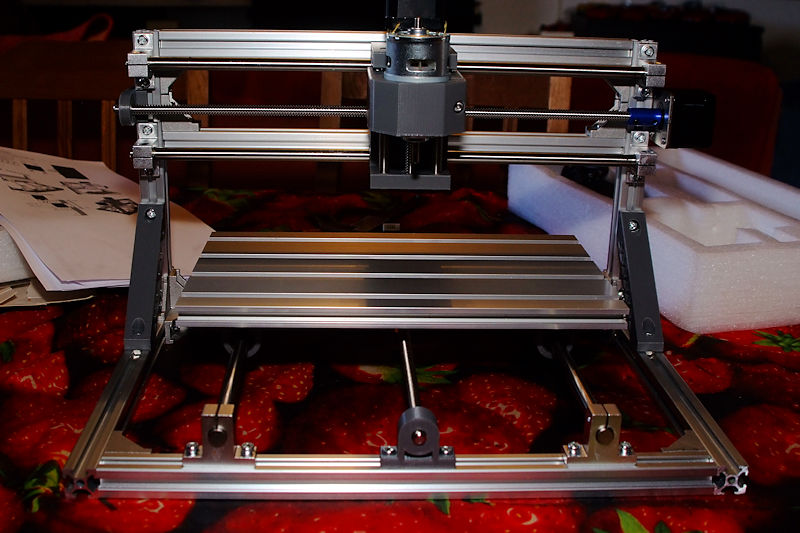
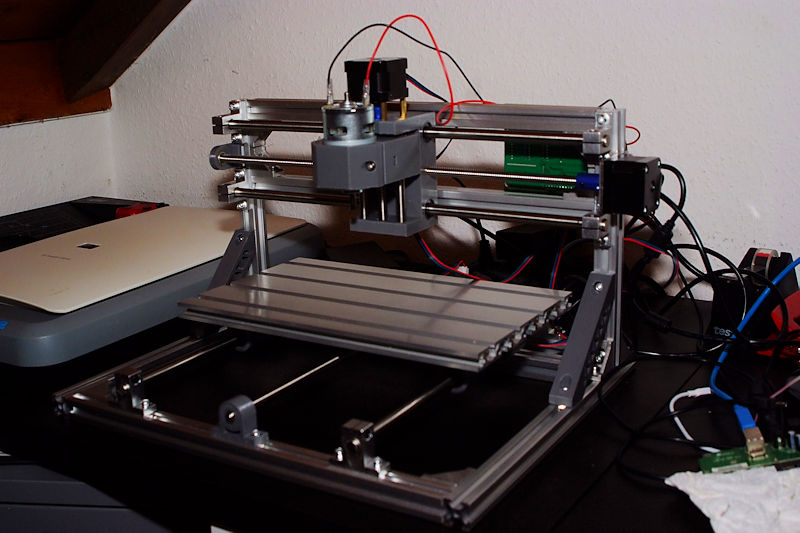
Damit man sich eine ungefähre Vorstellung der Größe machen kann, hier mal ein Foto der Rahmen- Teile, die ich bisher montiert habe. Der Kugelschreiber dient zum Größenvergleich.

Auf diesem Foto kann man sehen, was ich noch alles montieren muss:

Obwohl ich nicht völlig unerfahren mit dem Zusammenbau derartiger Geräte bin (ich habe z.B. einen Prusa I3 Klon 3D Drucker recht problemlos montiert bekommen), hat mich die Fräse bisher schier zur Verzweifelung getrieben. Es war unmöglich, die Teile zusammen zu schrauben, da sich die Muttern, die in den ALU Profilen stecken, ständig verdreht haben. Eigentlich sollen sie sich in der oberen Nut der Profile festklemmen und somit ein problemloses Verschrauben ermöglichen. Doch leider sind die Muttern zu flach oder die Profile zu tief. Deswegen fallen die Muttern ständig zu weit durch und haben keinen Halt mehr. Da man sie nicht kontern kann, ist eine Montage einfach nicht möglich…
Ich habe wortwörtlich Tage gebraucht, bis mir eine Lösung für dieses Problem eingefallen ist. Vorgesehen ist das so zwar ganz sicher nicht, aber was soll’s? Wo es doch funktioniert… Schaut man sich das dritte Foto genauer an, so kann man die Lösung erkennen:

Ganz links, in dem Fach, wo die Alu Profile für den Rahmen drin geliefert wurden, liegen Kartonstreifen (eine zerschnittene Cornflakes Packung). Schiebt man so einen Streifen unter die Muttern, können sie nicht mehr so tief in das Profil einsinken und haben wie geplant Halt in der Nut der Profile… Nur auf eine so einfache Lösung für so ein massives Problem zu kommen, dazu gehört erst mal was…
Was man auf dem Foto auch erkennen kann, ist das der Spindelmotor incl. Z- Achse komplett vormontiert geliefert wird. Und man erkennt auch, das alle “Spezial-” Teile aus dem 3D Drucker stammen. Der “Rest” sind Standard Industrie- Teile sowie Open Source Elektronik.
In der nächsten Woche ist geplant, weiter an der Fräse zu bauen. Ich werde mich dann melden, wenn es neues gibt. Ich bin auf jeden Fall gespannt, wie es sich mit der Fräse arbeiten lässt. Vor allem, da ich CAD auch erst noch komplett lernen muss. Ich denke, ich werde Libre CAD verwenden. Ist Open Source und man kann neben Klicken mit der Maus auch genaue Maße und Winkel als Kommando eintippen. Damit dürfte es mir leichter fallen, exakte Maße an meine Teile zu bekommen…
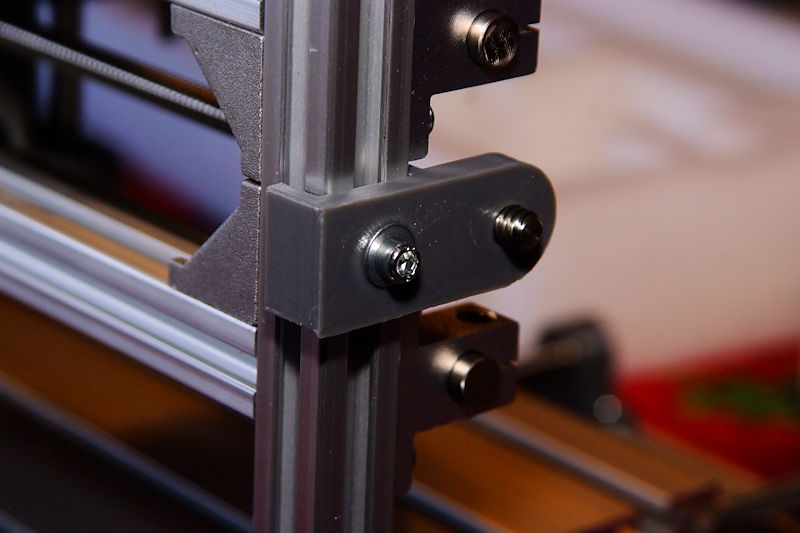
Nun wird der Rahmen fertig gestellt. Zunächst muss der eigentliche Rahmen mit der Brücke für den Spindelmotor verbunden werden.
Dies geschieht mit Hilfe der gleiche ALU Winkel wie bei der Grundmontage. Außerdem sieht man hier gut, wie die Karton- Streifen verwendet werden. Nach der Montage kann man die Streifen wieder entfernen.

Zusätzlich kommen noch Streben aus dem 3D- Drucker zum Einsatz, um dem Ganzen noch mehr Stabilität zu geben.
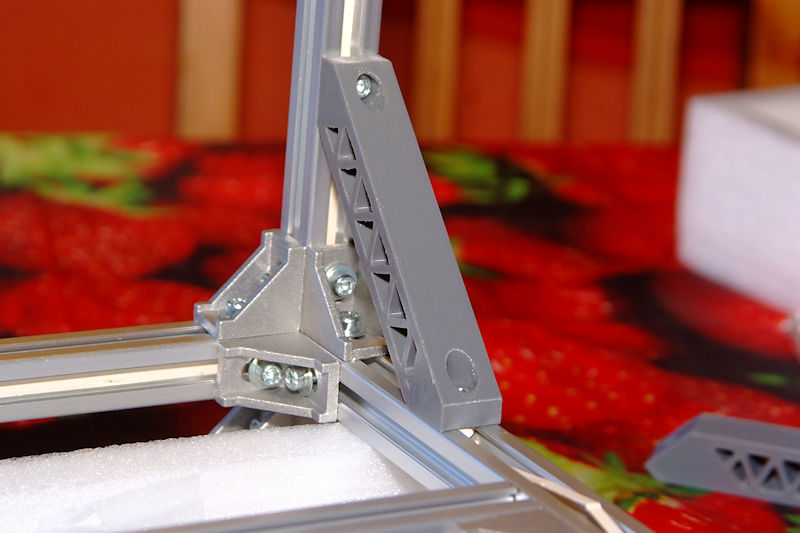
Die Stabilität des Gestells ist erstaunlich gut. Montiert macht es einen vertrauenerweckenden, soliden Eindruck. Besser als ich es vor Baubeginn erwartet hätte.

Als letzter Schritt zur Fertigstellung des Rahmens müssen die Lager für die Führungsstangen das Frästisches montiert werden.

Das genaue Ausrichten der Lager kommt erst in einem späteren Schritt.
Obwohl ich die “Pappstreifen- Methode” inzwischen wirklich verinnerlicht habe, ist es trotzdem eine elende Fummelei, die keinen Spaß macht.
Der Bau des 3D Druckers hat mir viel Spaß gemacht. Die Fräse ist eher ein Alptraum. Ich hoffe, das fertige Gerät wird mich dafür ausgiebig entschädigen.
Auf dem nächsten Foto kann man den Grund für die unerfreuliche Montage des Bausatzes (hoffentlich) erkennen.

Die rechte Mutter ist so, wie etwa 95% aller Muttern im Bausatz. Aber eigentlich hätten sie alle so sein müssen wie die linke Mutter. Die ist spür- und sichtbar dicker und verdreht sich deswegen nicht in den ALU Profilen. Die rechte Mutter hingegen wackelt “wie ein Lämerschwanz” in den Profilen und beim leichtesten Lufthauch oder der geringsten Berührung flutscht sie weg. Ein elendes Gefummel. Eigentlich ein Grund, den Bausatz zu reklamieren, aber obwohl die Lieferung aus Deutschland erfolgte, sitzt der Verkäufer dann doch in China. Das hätte wohl noch mehr Aufwand bedeutet als es so der Fall ist. Außerdem habe ich die unterschiedlichen Größen erst jetzt bemerkt. Vorher ist mir nur die nicht passende Größe unter gekommen. Zum Glück spielt dieser Makel beim fertigen Gerät keine Rolle mehr, von daher fummele ich mich jetzt einfach weiter da durch.
Der nächste Bauabschnitt ist dann der Frästisch. Dazu mehr im nächsten Beitrag.
Ende 2018 habe ich mir eine CNC Fräse als Bausatz bestellt und auch zusammen gebaut. Hier der Baubericht dazu...
Ich habe mir, nicht zuletzt auf Grund des positiven Tests in der “Make” einen China- Bausatz für eine CNC-Fräse angeschafft.
Meine Fräse ist die “Größte” aus der Serie und hat eine Arbeitsfläche von 30×18 cm. Es ist also trotzdem eine Mini- Fräse, verglichen mit dem, was man sonst so an CNC-Fräsen zu sehen bekommt. Die anderen Größen sind 16×10 cm und 24×18 cm, woraus sich die entsprechenden Typ- Bezeichnungen CNC 1610, CNC 2418 und CNC 3018 ableiten… Preislich liegen ca 30€ zwischen der 1610 und der 3018, wobei die 2418 meist teuer als die 3018 angeboten wird. Ich musste incl. Versand aus Deutschland (also keine Probleme mit dem Zoll und schnelle Lieferung binnen 3 Tagen) 199€ für den Komplett- Bausatz (incl. Elektronik und Spindelmotor) bezahlen. Gefunden in der e- Bucht (wo sonst?)…
Zunächst ein paar Gedanken, was man von so einer Mini- Fräse erwarten kann, und was nicht. Das Bearbeiten von Edelstahl braucht man mit Sicherheit erst gar nicht probieren. Das klappt 100% sicher nicht. Auch weniger harte Metalle sind nicht gerade die Domäne so eines Gerätes. Wer sehr experimentierfreudig ist, kann vielleicht versuchen, dünnes Messing- oder Alu Blech damit zu bearbeiten. Aber in wie weit das hin haut, keine Ahnung… Für die Leute, die aus Messing und Stahl Meisterwerke der Feinmechanik zaubern, ist diese Maschine definitiv nix.
Ich habe aller höchsten Respekt vor den Fähigkeiten dieser Künstler, selbst aber einen ganz anderen Ansatz. Zum Teil mangels eigener Fähigkeiten aber auch weil ich mich hier “Austoben” und meiner Phantasie freien Lauf lassen will. Dazu sind auch meine finanziellen Möglichkeiten stark begrenzt. Getreu dem Motto “Gib einem Hungernden einen Fisch und er ist für einen Tag satt, zeige ihm, wie man fischt, und er muss nie mehr hungern”, ist jetzt also statt einem Lok- Bausatz (der “Fisch”) die Maschine (die Fähigkeit zu “Fischen” also Loks selbst zu bauen) angeschafft worden.
Alles, was über das Fräsen und Bohren von Platinen für elektronische Schaltungen an Metallbearbeitung hinaus geht, überfordert das Gerät wohl. Neben dem Herstellen von Platinen, was laut diversen Berichten tadellos funktioniert und was ich auf jeden Fall auch selbst mal machen will, eignet sie sich vor allem für Kunststoff- und Holzbearbeitung…
Ich plane vor allem Polystyrol- Platten damit zu verarbeiten, daraus Fenster und Türen für Gebäude (die sind als Fertigteile einfach furchtbar teuer) aber auch Fahrzeug- Gehäuse und ähnliche Teile zu fräsen. Selbst kleinere 1:45 Gebäude sind bei der Größe der Fräse möglich.
Daneben möchte ich Balsa- und Sperrholz damit bearbeiten, vielleicht auch mal Karton (kommt auf einen Versuch an).
Diese Einschränkungen sollten einen vorher bewusst sein. Ich persönlich möchte die Fräse (so ich sie denn je zusammen bekomme) vorrangig als Ersatz für Skalpell und Lineal verwenden, da meine Hände und Augen nicht mehr die allerbesten sind. Die Genauigkeit, die ich mit dem Bastelmesser erzielen kann, sollte die Fräse spielend und deutlich übertreffen…
Damit man sich eine ungefähre Vorstellung der Größe machen kann, hier mal ein Foto der Rahmen- Teile, die ich bisher montiert habe. Der Kugelschreiber dient zum Größenvergleich.
Auf diesem Foto kann man sehen, was ich noch alles montieren muss:
Obwohl ich nicht völlig unerfahren mit dem Zusammenbau derartiger Geräte bin (ich habe z.B. einen Prusa I3 Klon 3D Drucker recht problemlos montiert bekommen), hat mich die Fräse bisher schier zur Verzweifelung getrieben. Es war unmöglich, die Teile zusammen zu schrauben, da sich die Muttern, die in den ALU Profilen stecken, ständig verdreht haben. Eigentlich sollen sie sich in der oberen Nut der Profile festklemmen und somit ein problemloses Verschrauben ermöglichen. Doch leider sind die Muttern zu flach oder die Profile zu tief. Deswegen fallen die Muttern ständig zu weit durch und haben keinen Halt mehr. Da man sie nicht kontern kann, ist eine Montage einfach nicht möglich…
Ich habe wortwörtlich Tage gebraucht, bis mir eine Lösung für dieses Problem eingefallen ist. Vorgesehen ist das so zwar ganz sicher nicht, aber was soll’s? Wo es doch funktioniert… Schaut man sich das dritte Foto genauer an, so kann man die Lösung erkennen:
Ganz links, in dem Fach, wo die Alu Profile für den Rahmen drin geliefert wurden, liegen Kartonstreifen (eine zerschnittene Cornflakes Packung). Schiebt man so einen Streifen unter die Muttern, können sie nicht mehr so tief in das Profil einsinken und haben wie geplant Halt in der Nut der Profile… Nur auf eine so einfache Lösung für so ein massives Problem zu kommen, dazu gehört erst mal was…
Was man auf dem Foto auch erkennen kann, ist das der Spindelmotor incl. Z- Achse komplett vormontiert geliefert wird. Und man erkennt auch, das alle “Spezial-” Teile aus dem 3D Drucker stammen. Der “Rest” sind Standard Industrie- Teile sowie Open Source Elektronik.
In der nächsten Woche ist geplant, weiter an der Fräse zu bauen. Ich werde mich dann melden, wenn es neues gibt. Ich bin auf jeden Fall gespannt, wie es sich mit der Fräse arbeiten lässt. Vor allem, da ich CAD auch erst noch komplett lernen muss. Ich denke, ich werde Libre CAD verwenden. Ist Open Source und man kann neben Klicken mit der Maus auch genaue Maße und Winkel als Kommando eintippen. Damit dürfte es mir leichter fallen, exakte Maße an meine Teile zu bekommen…
Nun wird der Rahmen fertig gestellt. Zunächst muss der eigentliche Rahmen mit der Brücke für den Spindelmotor verbunden werden.
Dies geschieht mit Hilfe der gleiche ALU Winkel wie bei der Grundmontage. Außerdem sieht man hier gut, wie die Karton- Streifen verwendet werden. Nach der Montage kann man die Streifen wieder entfernen.
Zusätzlich kommen noch Streben aus dem 3D- Drucker zum Einsatz, um dem Ganzen noch mehr Stabilität zu geben.
Die Stabilität des Gestells ist erstaunlich gut. Montiert macht es einen vertrauenerweckenden, soliden Eindruck. Besser als ich es vor Baubeginn erwartet hätte.
Als letzter Schritt zur Fertigstellung des Rahmens müssen die Lager für die Führungsstangen das Frästisches montiert werden.
Das genaue Ausrichten der Lager kommt erst in einem späteren Schritt.
Obwohl ich die “Pappstreifen- Methode” inzwischen wirklich verinnerlicht habe, ist es trotzdem eine elende Fummelei, die keinen Spaß macht.
Der Bau des 3D Druckers hat mir viel Spaß gemacht. Die Fräse ist eher ein Alptraum. Ich hoffe, das fertige Gerät wird mich dafür ausgiebig entschädigen.
Auf dem nächsten Foto kann man den Grund für die unerfreuliche Montage des Bausatzes (hoffentlich) erkennen.
Die rechte Mutter ist so, wie etwa 95% aller Muttern im Bausatz. Aber eigentlich hätten sie alle so sein müssen wie die linke Mutter. Die ist spür- und sichtbar dicker und verdreht sich deswegen nicht in den ALU Profilen. Die rechte Mutter hingegen wackelt “wie ein Lämerschwanz” in den Profilen und beim leichtesten Lufthauch oder der geringsten Berührung flutscht sie weg. Ein elendes Gefummel. Eigentlich ein Grund, den Bausatz zu reklamieren, aber obwohl die Lieferung aus Deutschland erfolgte, sitzt der Verkäufer dann doch in China. Das hätte wohl noch mehr Aufwand bedeutet als es so der Fall ist. Außerdem habe ich die unterschiedlichen Größen erst jetzt bemerkt. Vorher ist mir nur die nicht passende Größe unter gekommen. Zum Glück spielt dieser Makel beim fertigen Gerät keine Rolle mehr, von daher fummele ich mich jetzt einfach weiter da durch.
Der nächste Bauabschnitt ist dann der Frästisch. Dazu mehr im nächsten Beitrag.

Claus60- Skalpell-Künstler

Thoto mag diesen Beitrag

Teil 2
![]() von Claus60 Do 25 Nov 2021, 11:06
von Claus60 Do 25 Nov 2021, 11:06
Nachdem die nicht passenden Muttern verarbeitet waren, ging der Rest der Montage doch deutlich leichter.
Zunächst ist der Frästisch an der Reihe. Hier müssen 4 Lagerböcke für die Führungsschienen sowie die Befestigung für den Antrieb montiert werden. Das genaue Ausrichten erfolgt später.
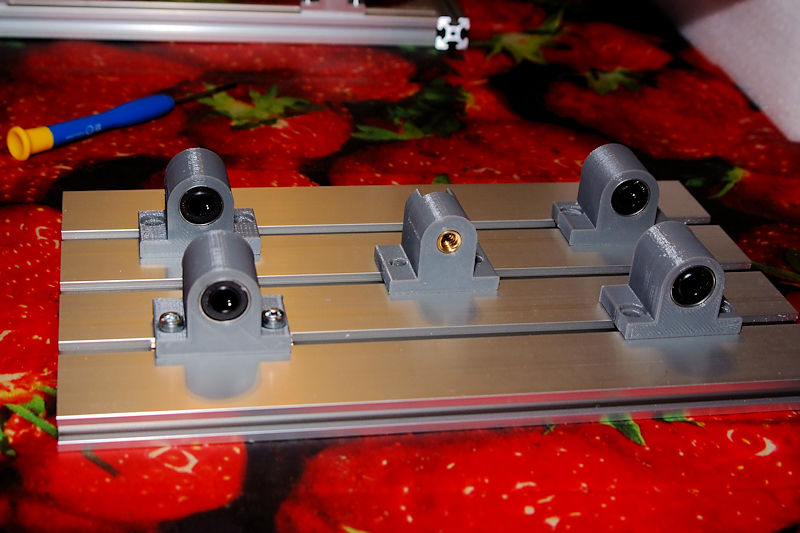
Zur Montage am Rahmen wird zunächst nur eine Führungsschiene eingeschoben. Dazu muss vermutlich einer der Lagerböcke unter dem Tisch gelöst und verschoben werden. Gegebenenfalls auch einer der Böcke am Rahmen. Da diese aber ausgemessen wurden, habe ich versucht, nur über die Böcke am Tisch zu justieren.

Nachdem die erste Schiene eingebaut ist, kommt die zweite Schiene dran. Hier ist die Wahrscheinlichkeit hoch, das sogar beide Böcke unterm Tisch verschoben werden müssen, um die Schiene einbauen zu können.

Nun überprüft man, ob sich der Frästisch bewegen lässt.

Falls ja, geht es mit dem Einbau der Stepper- Motoren weiter. Die Feinjustage mache ich, nachdem die beweglichen Teile eingebaut und gefettet worden sind.
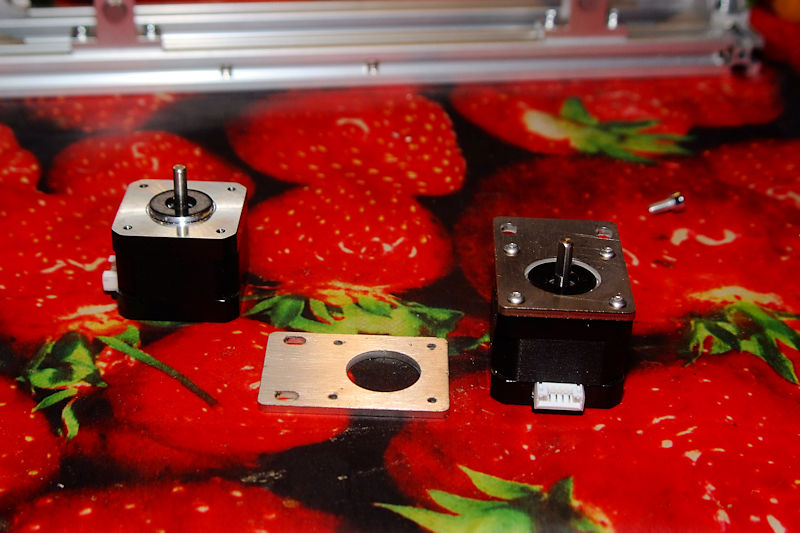
Im Prinzip ist es egal, wie man die Motoren auf die Lagerplatten schraubt. Ich habe aber darauf geachtet, das die Anschlüsse für die Steuerkabel gut zugänglich sind und in Richtung der Steuerplatine weisen. Beim Motor für die Y- Achse (der den Frästisch bewegt) ist das entgegen den Befestigungslöchern, bei der X- Achse (für den Spindelschlitten) ist es genau die andere Richtung, also zu den Löchern hin.
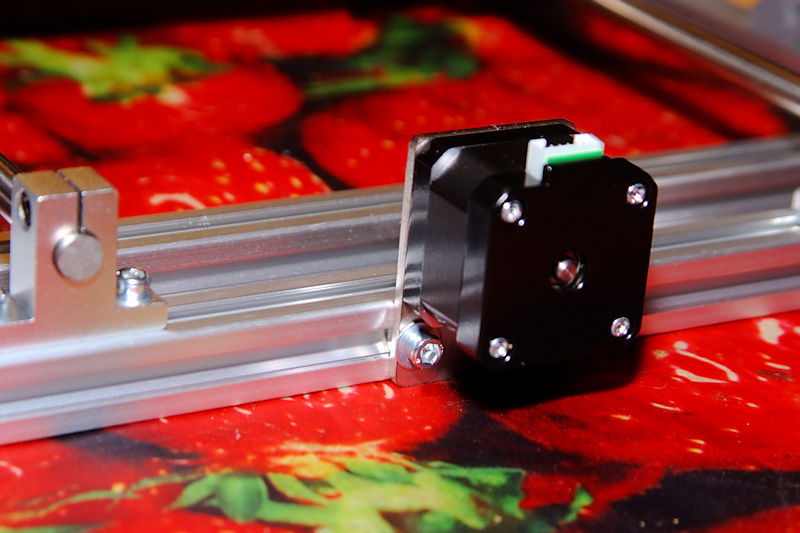
Der Y- Achsen Motor wird genau mittig am hinteren äußeren Profil des Rahmens montiert
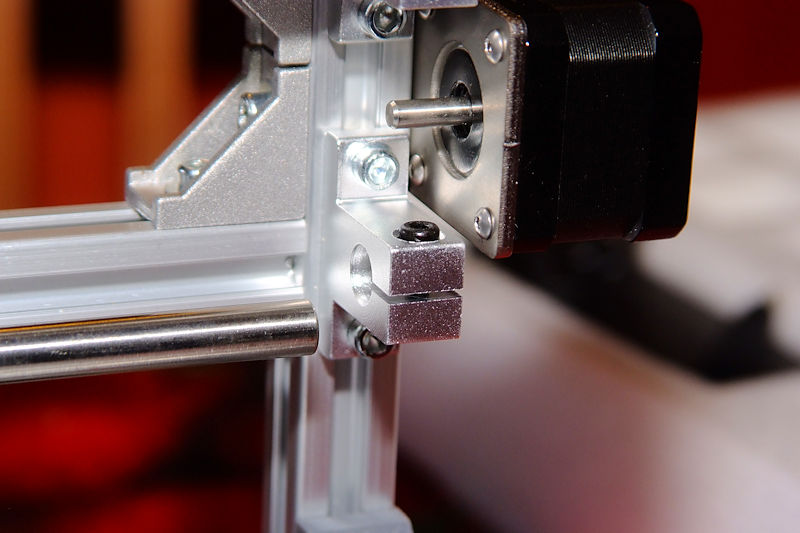
Der Motor für die X- Achse wird von vorne (vom Frästisch aus) gesehen rechts mittig zwischen die Lagerböcke für den Spindelschlitten montiert. Hier wird man noch nachjustieren müssen, da die Lage der Gewindestange durch das 3D Druckteil der Spindel- Halterung vorgegeben ist..
Nun erfolgt der Einbau der Spindel und den dazu gehörenden Führungsschienen. Hierbei ist Sorgfalt von Nöten. Man baut zuerst die obere Stahl- Stange ein. Nun richtet man mit einer Wasserwaage den Frästisch und diese Stange parallel aus. Je genauer man hier arbeitet, desdo präziser arbeitet die Fräse später. Da meine Wasserwaage zu groß für diesen Zweck ist, habe ich eine App auf dem Smartphone verwendet. Die App muss zunächst kalibriert werden, damit die Ergebnisse präzise sind. Dann hat so eine elektronische Wasserwaage den Vorteil, das sie Bruchteile von Grad Abweichungen, die man mit einer herkömmlichen Wasserwaage gar nicht mehr erkennen kann, noch sauber unterscheidbar anzeigt. Es ist nämlich nicht entscheidend, ob der Frästisch tatsächlich in der Waage ist oder nicht. Wichtig ist nur, das die Führung für die Spindel absolut parallel dazu ist. Sonst gibt es Schwankungen in der Frästiefe, je nach dem, wo sich der Schlitten gerade befindet.
Nachdem die obere Schiene justiert ist, baut man die untere Schiene ein. Hierfür müssen vermutlich beide unteren Lagerböcke verschoben werden.

Nun werden die vier Stahl- Stangen mit Kettenfett vom Fahrrad gut eingefettet. Je leichter die Schlitten laufen, desdo genauer können die Stepper- Motoren arbeiten. Durch mehrmaliges Verschieben der Schlitten von Hand wird das Fett verteilt. Will man später mal nachfetten, ist das deutlich mühsamer, da dann die Gewindestangen montiert sind und sich die Schlitten nicht mehr von Hand verschieben lassen. Deswegen fettet man die Sache bevor die Gewindestangen montiert werden.
Nun ist auch der richtige Zeitpunkt für eine genaue Justage der Lagerböcke. Nur die obere Schiene des Spindelschlittens sollte man nicht mehr verändern, da man sonst das parallele Ausrichten erneut vornehmen muss. Sowohl der Frästisch als auch der Spindelschlitten sollten so leichtgängig und sanft wie möglich hin und her gleiten. Durch genaue Justage der Lagerböcke kann man da meist noch einiges raus holen.
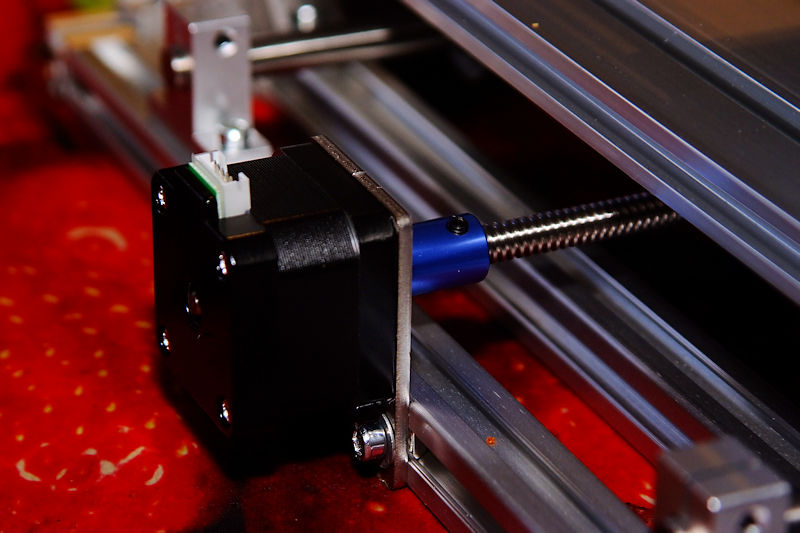
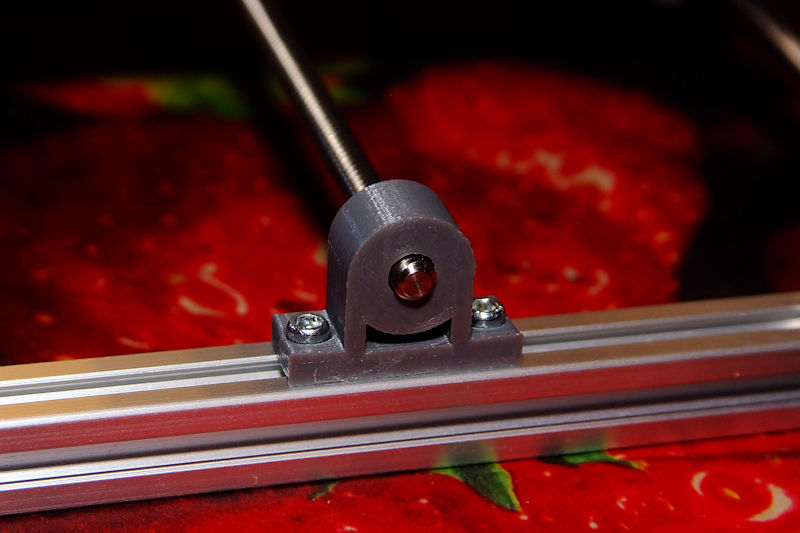
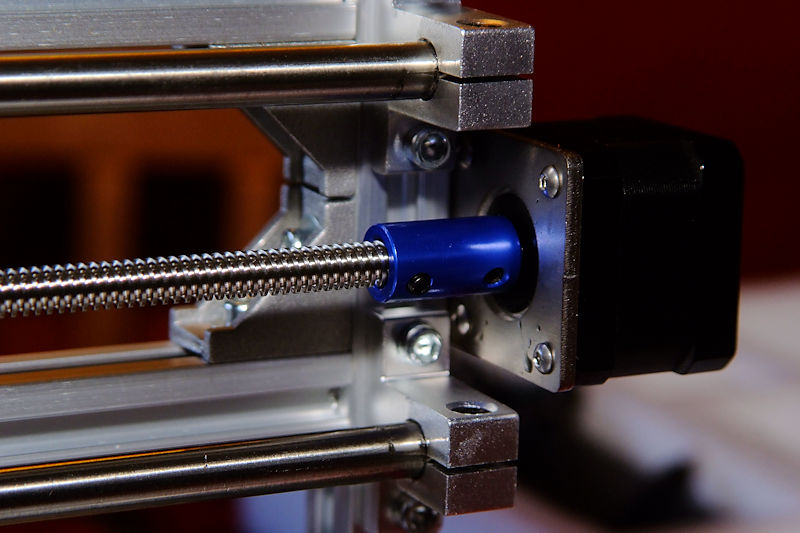
Wenn alles zufriedenstellend gleitet, kann man die Gewindestangen montieren. Die Stangen werden mit Hilfe von Kupplungen mit dem Stepper Motor verbunden. Am Spindelschlitten und dem “mittleren” Bock unter dem Tisch ist eine Aufnahme für eine Spezial- Mutter, die für den spielfreien Antrieb sorgt.
An den jeweils gegenüberliegenden Seiten gibt es ein Wiederlager, damit die Gewindestange nicht in der Luft herum “schlabbert”
Die Gewindestange für die X- Achse wird auf die gleiche Art montiert. Hier ist ggfs eine leichte Justage des Stepper- Motors von Nöten, damit Stange und Motor- Achse genau fluchten.
natürlich existiert auch hier ein Wiederlager…
Damit ist der mechanische Teil der Fräse fertig gestellt.
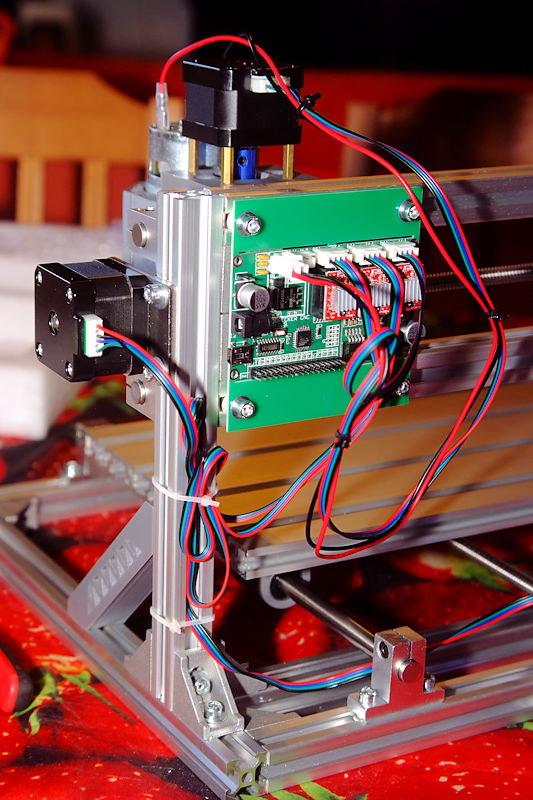
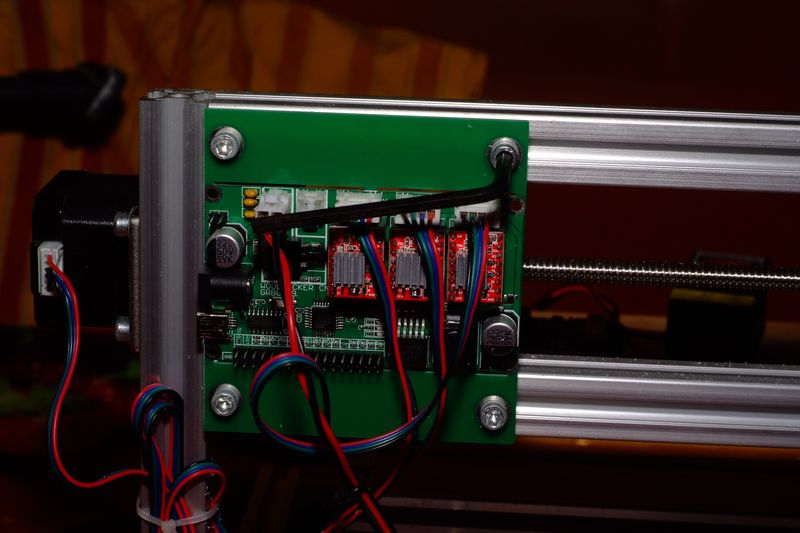
Die Elektronik ist nahezu vollständig vormontiert. Die Treiber- Platinen für die Stepper Motoren sind bereits eingesteckt. Nur die Kühlkörper müssen noch auf die IC geklebt werden.
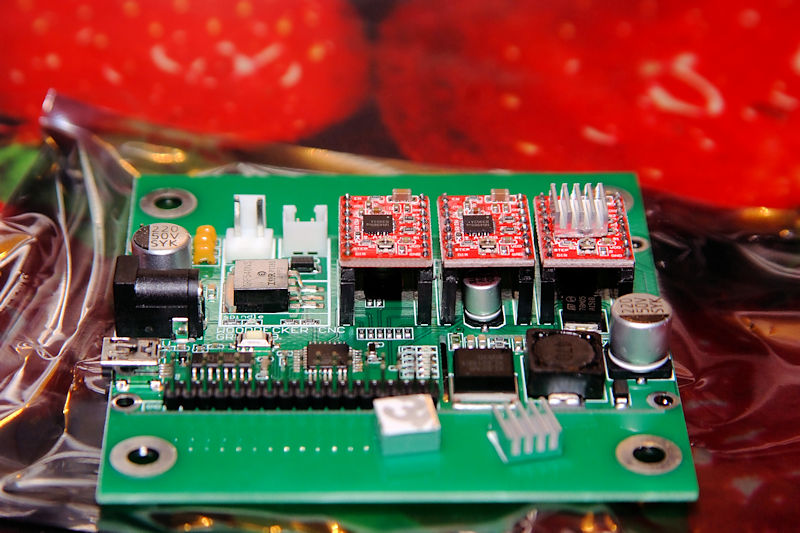
Hier ist ein Kühlkörper bereits montiert, zwei warten noch auf die (simple) Montage. Da auf den Kühlkörpern bereits eine spezielle selbstklebende Folie aufgebracht ist, beschränkt sich die Montage auf das Abziehen der Schutzfolie und das Aufkleben der Kühlkörper.
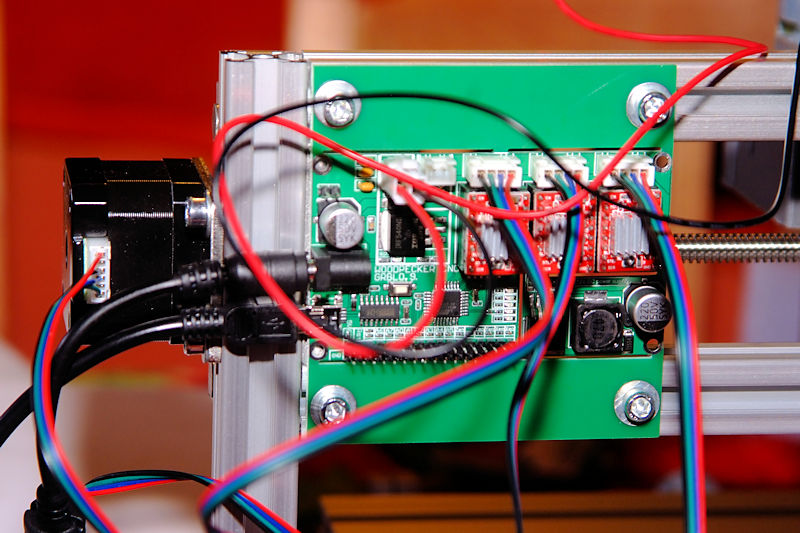
Die Montage der Platine an der Fräse ist noch mal etwas fummelig, da hinter der Platine Abstandshalter montiert werden müssen, damit die Platine keinen Kurzschluss am Rahmen der Fräse verursacht.
Als letztes müssen noch die fertig konfektionierten Kabel eingesteckt werden. Die drei Kabel für die Stepper- Motoren sind (leider) identisch. Es wäre praktischer gewesen, wenn sie unterschiedliche, angepasste Längen gehabt hätten. So hängt doch einiges an Kabeln hinten ungeordnet rum. Das Stromkabel für den Spindel- Motor wird mit Faston Steckern, wie man sie aus dem Automobil- bereich kennt, an den Motor angeschlossen. Auf der Platine ist ein verpolungs- und verwechlungssicherer Stecker vorhanden. Eine Ader des Kabels ist Rot, die andere Schwarz. Auf dem Motor ist in der Nähe einer der Anschlüsse ein kleiner roter Punkt. Hier habe ich das rote Kabel angeschlossen, was wie es aussieht, richtig war. Die Anleitung schweigt sich hierzu vollständig aus. Man kann aber entweder nachträglich noch die Anschlüsse tauschen oder die Laufrichtung in der Software korrigieren.
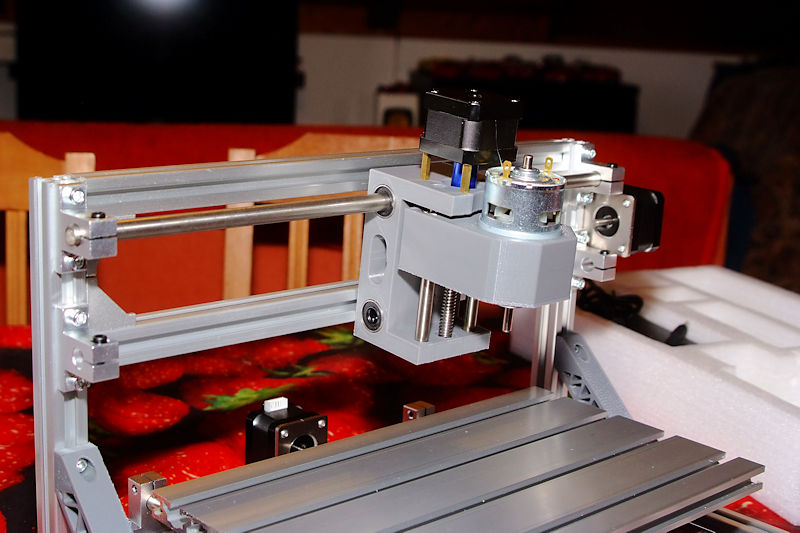
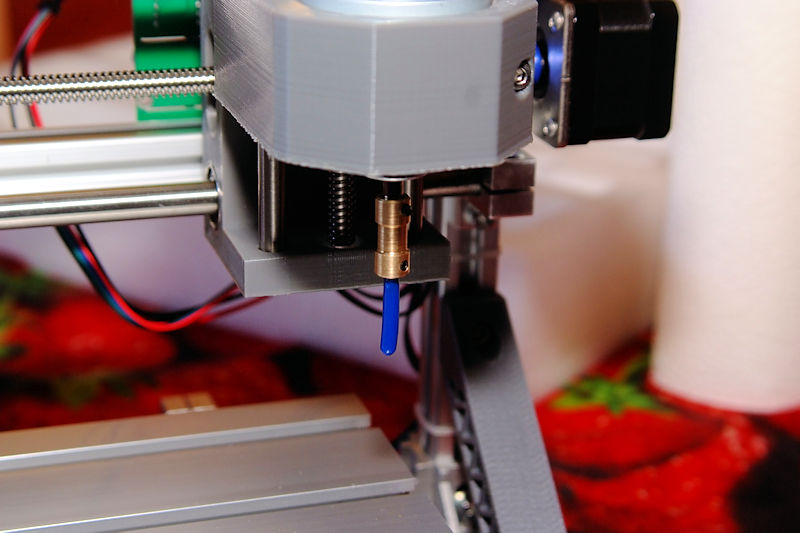
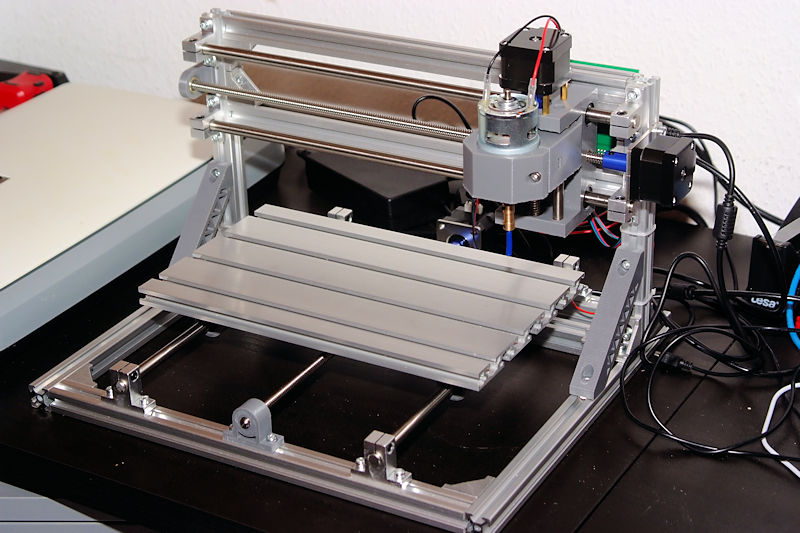
Zum Abschluss habe ich die Aufnahme für den Fräser montiert.
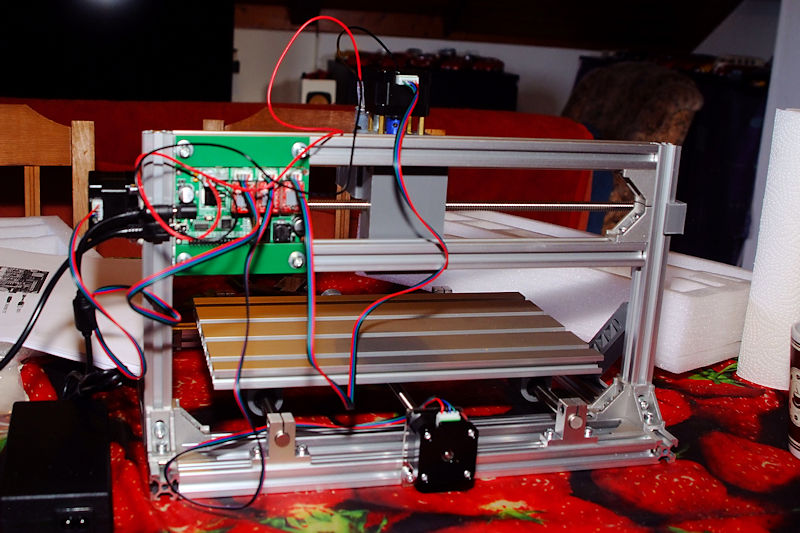
Nun steht ein erster Funktionstest an. Dieser Test wird durchgeführt, bevor die Kabel sauber verlegt und gebündelt werden. Für den Fall, das ein Kabel falsch angesteckt worden ist und vielleicht die X und Y Achse vertauscht wurden.
Da alles auf Anhieb richtig angeschlossen wurde, habe ich die Kabel noch ein wenig mit Kabelbindern gebändigt.
Nun ist die Fräse einsatzbereit.
Im nächsten Teil wird es um die Software und die Aufrüstung der Fräse gehen.
Zunächst ist der Frästisch an der Reihe. Hier müssen 4 Lagerböcke für die Führungsschienen sowie die Befestigung für den Antrieb montiert werden. Das genaue Ausrichten erfolgt später.
Zur Montage am Rahmen wird zunächst nur eine Führungsschiene eingeschoben. Dazu muss vermutlich einer der Lagerböcke unter dem Tisch gelöst und verschoben werden. Gegebenenfalls auch einer der Böcke am Rahmen. Da diese aber ausgemessen wurden, habe ich versucht, nur über die Böcke am Tisch zu justieren.
Nachdem die erste Schiene eingebaut ist, kommt die zweite Schiene dran. Hier ist die Wahrscheinlichkeit hoch, das sogar beide Böcke unterm Tisch verschoben werden müssen, um die Schiene einbauen zu können.
Nun überprüft man, ob sich der Frästisch bewegen lässt.
Falls ja, geht es mit dem Einbau der Stepper- Motoren weiter. Die Feinjustage mache ich, nachdem die beweglichen Teile eingebaut und gefettet worden sind.
Im Prinzip ist es egal, wie man die Motoren auf die Lagerplatten schraubt. Ich habe aber darauf geachtet, das die Anschlüsse für die Steuerkabel gut zugänglich sind und in Richtung der Steuerplatine weisen. Beim Motor für die Y- Achse (der den Frästisch bewegt) ist das entgegen den Befestigungslöchern, bei der X- Achse (für den Spindelschlitten) ist es genau die andere Richtung, also zu den Löchern hin.
Der Y- Achsen Motor wird genau mittig am hinteren äußeren Profil des Rahmens montiert
Der Motor für die X- Achse wird von vorne (vom Frästisch aus) gesehen rechts mittig zwischen die Lagerböcke für den Spindelschlitten montiert. Hier wird man noch nachjustieren müssen, da die Lage der Gewindestange durch das 3D Druckteil der Spindel- Halterung vorgegeben ist..
Nun erfolgt der Einbau der Spindel und den dazu gehörenden Führungsschienen. Hierbei ist Sorgfalt von Nöten. Man baut zuerst die obere Stahl- Stange ein. Nun richtet man mit einer Wasserwaage den Frästisch und diese Stange parallel aus. Je genauer man hier arbeitet, desdo präziser arbeitet die Fräse später. Da meine Wasserwaage zu groß für diesen Zweck ist, habe ich eine App auf dem Smartphone verwendet. Die App muss zunächst kalibriert werden, damit die Ergebnisse präzise sind. Dann hat so eine elektronische Wasserwaage den Vorteil, das sie Bruchteile von Grad Abweichungen, die man mit einer herkömmlichen Wasserwaage gar nicht mehr erkennen kann, noch sauber unterscheidbar anzeigt. Es ist nämlich nicht entscheidend, ob der Frästisch tatsächlich in der Waage ist oder nicht. Wichtig ist nur, das die Führung für die Spindel absolut parallel dazu ist. Sonst gibt es Schwankungen in der Frästiefe, je nach dem, wo sich der Schlitten gerade befindet.
Nachdem die obere Schiene justiert ist, baut man die untere Schiene ein. Hierfür müssen vermutlich beide unteren Lagerböcke verschoben werden.
Nun werden die vier Stahl- Stangen mit Kettenfett vom Fahrrad gut eingefettet. Je leichter die Schlitten laufen, desdo genauer können die Stepper- Motoren arbeiten. Durch mehrmaliges Verschieben der Schlitten von Hand wird das Fett verteilt. Will man später mal nachfetten, ist das deutlich mühsamer, da dann die Gewindestangen montiert sind und sich die Schlitten nicht mehr von Hand verschieben lassen. Deswegen fettet man die Sache bevor die Gewindestangen montiert werden.
Nun ist auch der richtige Zeitpunkt für eine genaue Justage der Lagerböcke. Nur die obere Schiene des Spindelschlittens sollte man nicht mehr verändern, da man sonst das parallele Ausrichten erneut vornehmen muss. Sowohl der Frästisch als auch der Spindelschlitten sollten so leichtgängig und sanft wie möglich hin und her gleiten. Durch genaue Justage der Lagerböcke kann man da meist noch einiges raus holen.
Wenn alles zufriedenstellend gleitet, kann man die Gewindestangen montieren. Die Stangen werden mit Hilfe von Kupplungen mit dem Stepper Motor verbunden. Am Spindelschlitten und dem “mittleren” Bock unter dem Tisch ist eine Aufnahme für eine Spezial- Mutter, die für den spielfreien Antrieb sorgt.
An den jeweils gegenüberliegenden Seiten gibt es ein Wiederlager, damit die Gewindestange nicht in der Luft herum “schlabbert”
Die Gewindestange für die X- Achse wird auf die gleiche Art montiert. Hier ist ggfs eine leichte Justage des Stepper- Motors von Nöten, damit Stange und Motor- Achse genau fluchten.
natürlich existiert auch hier ein Wiederlager…
Damit ist der mechanische Teil der Fräse fertig gestellt.
Die Elektronik ist nahezu vollständig vormontiert. Die Treiber- Platinen für die Stepper Motoren sind bereits eingesteckt. Nur die Kühlkörper müssen noch auf die IC geklebt werden.
Hier ist ein Kühlkörper bereits montiert, zwei warten noch auf die (simple) Montage. Da auf den Kühlkörpern bereits eine spezielle selbstklebende Folie aufgebracht ist, beschränkt sich die Montage auf das Abziehen der Schutzfolie und das Aufkleben der Kühlkörper.
Die Montage der Platine an der Fräse ist noch mal etwas fummelig, da hinter der Platine Abstandshalter montiert werden müssen, damit die Platine keinen Kurzschluss am Rahmen der Fräse verursacht.
Als letztes müssen noch die fertig konfektionierten Kabel eingesteckt werden. Die drei Kabel für die Stepper- Motoren sind (leider) identisch. Es wäre praktischer gewesen, wenn sie unterschiedliche, angepasste Längen gehabt hätten. So hängt doch einiges an Kabeln hinten ungeordnet rum. Das Stromkabel für den Spindel- Motor wird mit Faston Steckern, wie man sie aus dem Automobil- bereich kennt, an den Motor angeschlossen. Auf der Platine ist ein verpolungs- und verwechlungssicherer Stecker vorhanden. Eine Ader des Kabels ist Rot, die andere Schwarz. Auf dem Motor ist in der Nähe einer der Anschlüsse ein kleiner roter Punkt. Hier habe ich das rote Kabel angeschlossen, was wie es aussieht, richtig war. Die Anleitung schweigt sich hierzu vollständig aus. Man kann aber entweder nachträglich noch die Anschlüsse tauschen oder die Laufrichtung in der Software korrigieren.
Zum Abschluss habe ich die Aufnahme für den Fräser montiert.
Nun steht ein erster Funktionstest an. Dieser Test wird durchgeführt, bevor die Kabel sauber verlegt und gebündelt werden. Für den Fall, das ein Kabel falsch angesteckt worden ist und vielleicht die X und Y Achse vertauscht wurden.
Da alles auf Anhieb richtig angeschlossen wurde, habe ich die Kabel noch ein wenig mit Kabelbindern gebändigt.
Nun ist die Fräse einsatzbereit.
Im nächsten Teil wird es um die Software und die Aufrüstung der Fräse gehen.
Claus60- Skalpell-Künstler
Thoto mag diesen Beitrag
Teil 3
![]() von Claus60 Do 25 Nov 2021, 11:11
von Claus60 Do 25 Nov 2021, 11:11
Nachdem der Aufbau fertig gestellt wurde, musste zunächst mal die passende Software- Ausstattung gefunden werden. Und das hat sich als extrem schwierig herausgestellt.
Es ist zwar überhaupt kein Problem, anständige CAD Software zum Nulltarif zu bekommen (LibreCAD, FreeCAD, Inkscape, QCAD,…) . Die Konstruktion der Fräsobjekte lässt sich also ganz leicht mit Open Source oder Freeware erledigen.
Aber die CAM Software, die aus den in der CAD Software erstellten Zeichnungen G-Code für die Fräse erzeugt, das ist ein großes Problem. Alles, was brauchbar ist, kostet ein Vermögen. Ich sehe nicht ein, zu einer 200€ Fräse eine 2000€ Software wie Solidworks dazu zu kaufen. Mal ganz abgesehen davon, das ich mir das sowieso nie leisten könnte. Es gibt einige “Free” Programme, das sind aber alles nur Demos, mit teilweise extremen Einschränkungen. So legt beispielsweise EstlCam nach dreimaliger Benutzung bei jedem Mausklick geschlagene 180 Sekunden (wirklich, 3 Minuten) Pause ein, in der ein Nerf- Requester gezeigt wird, in dem man aufgefordert wird, die Urlaubskasse der Autoren zu füllen. Da man diesen Requester nicht wegklicken oder auch nur in den Hintergrund schieben kann, ist der Recher dann vollständig blockiert. Obendrein ist der von EstlCam erzeugte G-Code voller Fehler. Damit steht natürlich fest, das ich die Urlaubskasse der Autoren definitiv nicht auffüllen werde. Auch andere als “free” beworbene CAM Programme sind immer nur stark eingeschränkte Demos, mit denen man nicht wirklich etwas anfangen kann.
Bei der Fräse selbst ist auch kein CAM Programm mit dabei. Nur das (tadellos funktionierende) Steuerprogramm “GRBL Control” wird mitgeliefert…
Daneben existiert ein (ursprünglich für Linux gedachtes) Python Programm namens bCNC. Das Programm kombiniert CAD und CAM Software in einem Open Source Projekt. Allerdings benötigt es eine uralte Python Version und diverse Zusatz- Pakete, ganz Linux typisch, um ein Programm zu nutzen, muss man erst mal hunderte von “Dependencies” installieren. Trotzdem ist der Erfolg fraglich. Genau so hier. Ich bin wirklich kein Computer Anfänger, aber mir ist es nicht gelungen, das Programm ans laufen zu bekommen…
Es gibt ein Plugin für Inkscape das aus der in Inkscape erstellen Zeichnung G-Code erzeugt. Das ist aber inoffiziell, der Support dafür auf Russisch und obendrein extrem kompliziert zu bedienen.
Für das die “Professional” Version der OpenSource Software QCAD gibt es ein CAM Modul. Das kostet aber auch schon dreistellige Beträge, erscheint mir aber fast noch das beste Preis- Leistungsverhältnis zu haben. Dachte ich zumindest…
Als ich schon verzweifelt aufgeben wollte, bin ich doch noch fündig geworden. Der US- Hersteller Carbide, der halbwegs preisgünstige (1500$ bis 2500$) CNC Fräsen, die ähnlich wie meine China Fräse auch auf der Open Source Firmware GRBL basieren, herstellt, hat sein hauseigenes CAD/CAM Programm, das bisher nur für die eigenen Kunden verfügbar war, seit kurzem für jeden freigegeben. Das Programm heißt “Carbide Create” und ist, nachdem man sich für eine Mailing Liste angemeldet hat, kostenlos zu nutzen. Für sowas gibt es ja gottseidank Wegwerf- Email Adressen. Außerdem funktioniert das Abmelden von dem Newsletter tatsächlich.
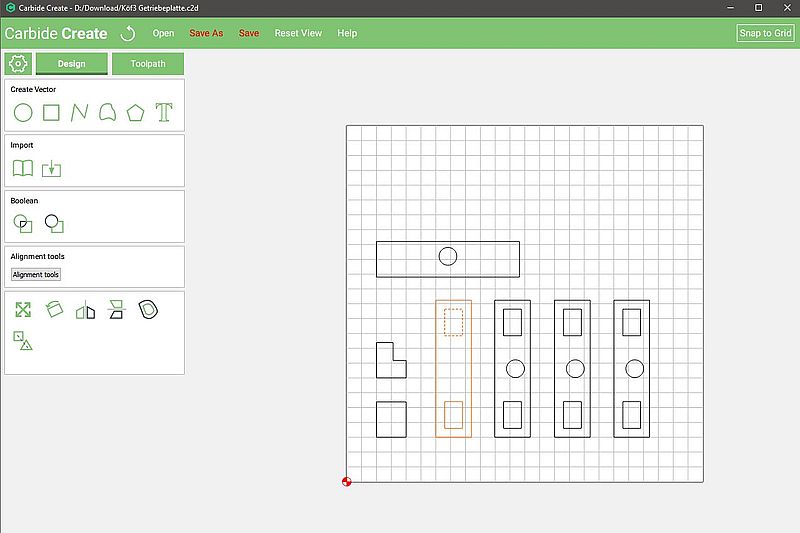
Carbide Create kann SVG und DXF Dateien importieren und stellt darüber hinaus umfangreiche Tools zum Konstruieren von Fräs- Objekten bereit. Man hat Grundformen, die man verändern und kombinieren kann, genau so wie Text oder Bool- Operationen. Vor allem ist es wunderbar einfach möglich, die Abmessungen und Anordnungen ganz präzise einzustellen. Eine Bitmap (jpg, bmp oder so was) lässt sich halb- transparent in den Hintergrund legen und nachzeichnen. Wenn man also eine Zeichnung einer Lok aus dem Internet herunter geladen oder eingescannt hat, kann man diese passend skaliert als Hintergrund nutzen und so die Formen präzise nachzeichnen.
Wenn die Zeichnung steht (egal ob importiert oder in Carbide Create erzeugt) generiert mal die Pfade für die Maschine (“Toolpath” auf Englisch). Das ist dann jetzt das wichtige “CAM” Modul. Hierfür stehen diverse Werkzeuge zur Verfügung. Man kann Innen- oder Außen fräsen, “pockets” also Vertiefungen, die nicht komplett durch getrennt werden sondern beliebig tief in das Material eingraviert werden, erzeugen lassen. Auch die “tabs” also die Haltestege, damit das gefräste Teil noch am äußeren Material hängt, lassen sich ganz einfach erzeugen, positionieren und anpassen. Man kann das Ergebnis simulieren lassen. Dann wird eine 3D Ansicht des Projekts erstellt, so wie es nachher tatsächlich gefräst wird. Passt alles, lässt sich das Projekt als G-Code speichern und mit einer beliebigen Fräse, also auch meiner CNC 3018 verarbeiten…
Für einen Einsteiger wie mich, der erst noch alles lernen muss, ist Carbide Create wirklich gut geeignet. Dazu gibt es viele Video- Tutorials, so das der Einstieg leicht gemacht wird. Zwar ist das alles nur auf Englisch zu bekommen, dafür aber wirklich kostenlos und ohne Einschränkungen. Ein Grund mehr, endlich Englisch zu lernen…
Carbide Create ist das einzige CAD/CAM Programm, das ich finden konnte welches voll funktionsfähig, einfach zu bedienen und trotzdem kostenlos verfügbar ist. Deswegen bekommt es meine uneingeschränkte Empfehlung. Carbide Create gibt es für Windows und Mac, nicht aber für Linux.
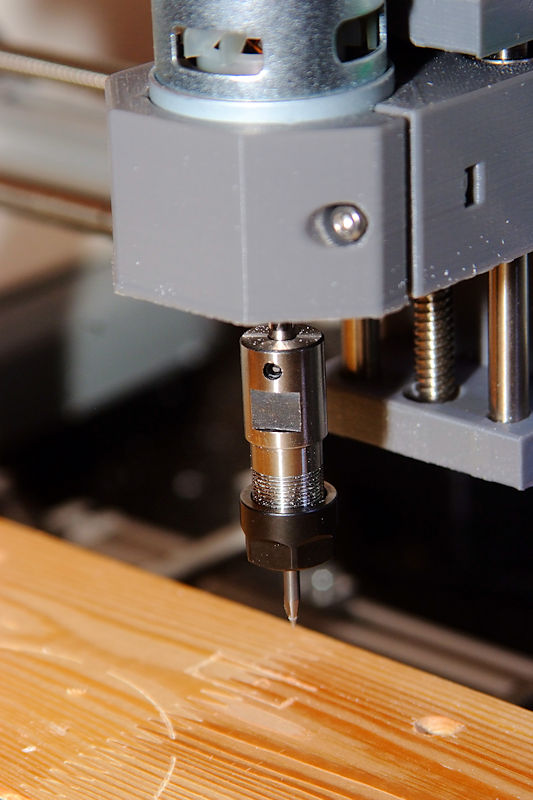
Jetzt, da die Software Frage zumindest vorerst geklärt ist stehen nur noch die letzten Tuning- Maßnahmen an, um dann eine wirklich einsatzfähige CNC Fräse zu haben. Ich benötige noch eine anständige Aufnahme für die Fräser. Die mitgelieferte Messinghülse ist alles, nur nicht präzise. Damit kann man keinen Rundlauf hin bekommen. Also muss eine neue Aufnahme her. Es bietet sich an, den weit verbreiteten und oft bei dieser Art Fräsen verwendeten Standard ER11 zu verwenden. Im direkten Vergleich zwischen der ER11 Spannzangen- Aufnahme und der mitgelieferten Messinghülse ahnt man schon, das jetzt alles besser wird.

Um die Halterung zu montieren, musste ich sie mit dem Lötkolben erhitzen. Die Bohrung ist wirklich stramm sitzend. Die Madenschrauben sind eigentlich nicht nötig, so stramm wie die Halterung auf die Welle gepresst ist. Das ist natürlich beabsichtigt, damit der Fräser sauber rund läuft. In der Tat ist der Rundlauf mit bloßem Auge deutlich erkennbar besser als mit der Messinghülse.
Jetzt fehlen mir nur noch anständige Fräser. Dabei kann man wirklich viel Geld loswerden. Aber ein Fräser, der genau so viel kostet wie meine ganze Fräse, das wäre dann doch wohl des Guten zu viel… Erst mal musste ich raus finden, welche Fräser für Polystyrol geeignet sind. Ein erster Versuch mit den Fräsern aus einem Gravurset mit Mini- Bohrmaschine endete katastrophal. Das Polystyrol ist nur am Fräser fest geschmolzen, aber nicht geschnitten worden.
Ich habe mich nach längerer Recherche für einen Einschneidenfräser entschieden. Bestellt habe ich die Fräser bei cnc-plus. Dort gab es passende und qualitativ relativ gute Fräser für ca 5€ das Stück. Mal sehen, wann sie ankommen.
Außerdem habe ich in China eine Satz Spannzangen mit Durchmessern von 1 bis 7 mm bestellt. Die sollten so Ende November Anfang Dezember ankommen. Dann kann man neben den Standard 3,2 mm Fräsern auch mal kleinere oder größere Bohrer verwenden. Als Standbohrmaschine lässt sich die Fräse nämlich auch “zweckentfremden”…
Wer also auch so eine Fräse bauen will, sollte entweder gleich einen Bausatz mit ER11 Spannzangenaufnahme bestellen oder zumindest die ca 15€ für so ein Teil mit einkalkulieren. Ohne das wird man sicher nicht glücklich mit der Fräse…
Außerdem habe ich im Internet nach dem Laser- Modul für meine Fräse recherchiert. Im Prinzip gibt es ja 3 verschiedene Laser- Module. Eines mit einem 500 mW Laser, eines mit einem 2.5 Watt Laser und eines mit einem 5,5 Watt Laser. Das “Kleine” ist nur Spielzeug, damit kann man gravieren, aber nicht wirklich schneiden. Das “Große” ist schon sehr kräftig, aber im Verhältnis sehr teuer und aktuell so gut wie nicht aufzutreiben. Das “mittlere” Modul hingegen ist sehr preisgünstig so um ca 50€ herum zu bekommen. Und es ist kraftvoll genug um MDF, Sperrholz und sogar Acryl (kein Transparentes oder Blaues, aber Rotes oder Schwarzes z.B.) bis ca 5 mm problemlos zu schneiden. Dünne Sachen wie Karton stellen natürlich überhaupt kein Problem dar. Ich denke, das 2,5 Watt Laser Modul stellt wirklich eine sinnvolle Ergänzung dar. Damit kann man dann Holz oder Karton verarbeiten und zwar bestimmt besser als mit dem Fräser. Das 2.5 Watt Modul hat es damit auf meine Wunschliste für 2019 ziemlich weit nach oben geschafft.
Hiermit ist der Baubericht zu meiner CNC Fräse abgeschlossen. Wenn es wirklich nächstes Jahr das Laser Modul gibt, gibt es dazu einen eigenen Bericht.
Inzwischen habe ich die ersten Teile aus der Fräse, die ich tatsächlich einsetzen kann und werde. Es handelt sich um die Antriebs- Halterung für meine im Bau befindliche GEC Lok aus einem Slimrails Bausatz, für die ich eine H0 Köf 3 von Roco als Antriebsspender verwende.
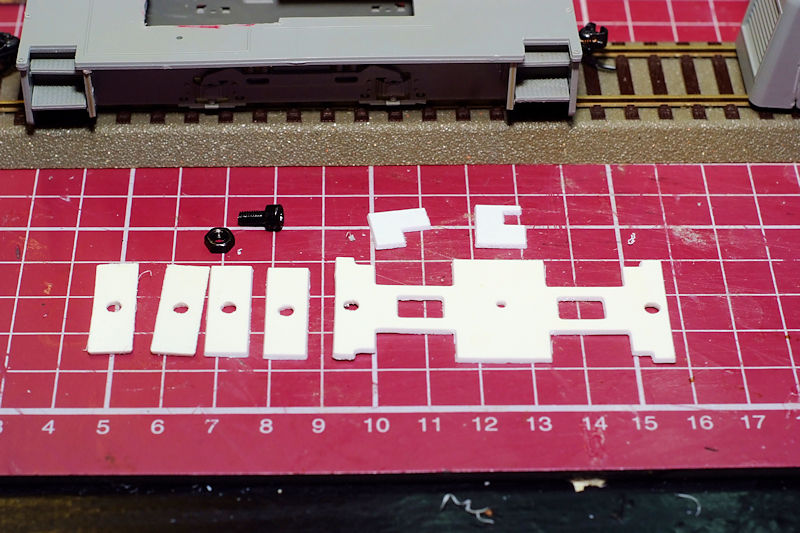
Die Präzision der Teile ist mindestens so gut wie die der Bausatz Teile aus Plastik- Spritzguss und damit mehr als ausreichend für meine Zwecke. Auf dem Foto sind die Teile noch nicht entgratet oder anders nach bearbeitet sondern exakt so, wie sie aus der Fräse kommen. Mit einem Skalpell und Lineal hätte ich das nie auch nur ansatzweise so gut hin bekommen. Das wäre in diesem Fall zwar nicht unbedingt nötig gewesen, da die Teile sowieso unsichtbar unter der Lok eingebaut werden, aber so ist es trotzdem viel besser…
Was hat der Spaß nun insgesamt gekostet und was musste ich alles machen, damit die Fräse einsatzbereit wurde?
Der Bausatz der Fräse hat bei Ebay 199€ incl Versand aus Deutschland gekostet. Die (zwingend notwendige) ER11 Spannzange hat zusammen mit dem 1/8 Zoll Einsatz für die Standard- Fräser incl Express- Versand per Amazon Prime 14,95€ gekostet. Dazu habe ich mir noch 2 Stück 0,8 mm Einschneiden- Fräser zu je 4,95€ geleistet, von denen einer bereits abgebrochen ist Verlegen … Die Teile oben sind übrigens mit dem Standard- V- Fräser, der im Bausatz enthalten war gefräst. Die V- Fräser sind sehr viel robuster und können auch viel schneller fräsen. Dafür sind die Teile dann nicht ganz so schön wie mit dem dünnen Spezial- Fräser. Hier hat die Genauigkeit aber locker mit dem V- Fräser gereicht. Um auch mal andere Werkzeuge einsetzen zu können, habe ich mir einen kompletten Satz Spannzangen- Einsätze von 1 – 7 mm über Ebay in China gekauft. Die haben incl Aufbewahrungsboxen und Versand 7,95€ gekostet und sind gerade eben eingetroffen. Ausprobieren habe ich sie deswegen noch nicht können.
Dazu sind noch 4 Filzgleiter gekommen, die ich sowieso noch hier liegen hatte (stammen von irgendeinem Diskonter, ich weiß nicht mehr welcher). Unter alle 4 Ecken geklebt reduzieren sie die an den Tisch übertragenden Schwingungen doch sehr deutlich. Damit kann man die Fräse ohne schlechtes Gewissen auch in einer Mietwohnung einsetzte, selbst in der Nacht. In dem Zimmer, in dem die Fräse läuft, kann zwar keiner schlafen, aber das Geräusch ist nicht so laut, das es nebenan stört.
Die Software, die bei mir zum Einsatz kommt, ist kostenlos. Die Treiber und das Steuerprogramm “GRBL-Control” sind im Bausatz enthalten und zum Konstruieren und G-Code erzeugen verwende ich das kostenlose “Carbide Create”, mit dem ich sehr schnell und leicht klar gekommen bin. Es gibt ein alternatives Steuerprogramm (Grbl Controller 3.0) welches ebenfalls kostenlos ist und scheinbar mehr Optionen bietet. Das habe ich bis jetzt aber noch nicht ausprobiert, werde ich demnächst aber tun. Sofern mir die Konstruktionsmöglichkeiten von Carbide Create irgendwann mal nicht mehr ausreichen, so kann man ja jederzeit auch Zeichnungen aus Libre CAD, AutoCad usw importieren und weiter verarbeiten. Zur Zeit sehe ich da aber noch keinen Bedarf.
In der Summe macht das 231,80€ für ein sehr universell einsetzbares und für meine Hobby- Zwecke hervorragendes Werkzeug, das mir unendliche Bastel- Möglichkeiten eröffnet, die ich sonst so nie haben würde. Dazu kommt dann noch “Verbrauchsmaterial” wie Polystyrol- oder Holz- Platten, Doppel- Klebeband und ähnliches.
Der Bau meiner Fräse war auf Grund der unpassenden Muttern ziemlich fummelig und auch nervig. Sieht man davon ab (also sofern man einen Bausatz mit passenden Muttern erwischt) ist der Bau aber von jedem, der weiß, wo die spitze Seite eines Schraubenziehers ist, zu bewerkstelligen.
Die Lernkurve beim CNC Fräsen ist bei weitem nicht so steil wie beim 3D Drucken. Die Zeit vom Anfang bis zu den ersten brauchbaren Ergebnissen ist doch um einiges kürzer. Klar kann man beim Fräsen auch Fehler machen und ich habe garantiert noch längst nicht alle gemacht. Aber im Vergleich zum 3D Drucker sind die Resultate doch deutlich einfacher zu reproduzieren.
Am 3D Drucker muss man obendrein ständig herum basten, hier was umbauen, da was verbessern. Bei der Fräse ist das nicht notwendig, sobald man sie einmal eingerichtet hat.
Das Ergebnis der CNC 3018 ist um einiges besser als bei einem 3D Drucker aus der gleichen Preisklasse (also einem Prusa I3 Klon wie z.B. meinem GEEETech I3 Pro B). Beim 3D Drucker bin ich mir nicht so zu 100% sicher, ob sich die Ausgabe dafür gelohnt hat. Bei der CNC Fräse bin ich es.
Es ist zwar überhaupt kein Problem, anständige CAD Software zum Nulltarif zu bekommen (LibreCAD, FreeCAD, Inkscape, QCAD,…) . Die Konstruktion der Fräsobjekte lässt sich also ganz leicht mit Open Source oder Freeware erledigen.
Aber die CAM Software, die aus den in der CAD Software erstellten Zeichnungen G-Code für die Fräse erzeugt, das ist ein großes Problem. Alles, was brauchbar ist, kostet ein Vermögen. Ich sehe nicht ein, zu einer 200€ Fräse eine 2000€ Software wie Solidworks dazu zu kaufen. Mal ganz abgesehen davon, das ich mir das sowieso nie leisten könnte. Es gibt einige “Free” Programme, das sind aber alles nur Demos, mit teilweise extremen Einschränkungen. So legt beispielsweise EstlCam nach dreimaliger Benutzung bei jedem Mausklick geschlagene 180 Sekunden (wirklich, 3 Minuten) Pause ein, in der ein Nerf- Requester gezeigt wird, in dem man aufgefordert wird, die Urlaubskasse der Autoren zu füllen. Da man diesen Requester nicht wegklicken oder auch nur in den Hintergrund schieben kann, ist der Recher dann vollständig blockiert. Obendrein ist der von EstlCam erzeugte G-Code voller Fehler. Damit steht natürlich fest, das ich die Urlaubskasse der Autoren definitiv nicht auffüllen werde. Auch andere als “free” beworbene CAM Programme sind immer nur stark eingeschränkte Demos, mit denen man nicht wirklich etwas anfangen kann.
Bei der Fräse selbst ist auch kein CAM Programm mit dabei. Nur das (tadellos funktionierende) Steuerprogramm “GRBL Control” wird mitgeliefert…
Daneben existiert ein (ursprünglich für Linux gedachtes) Python Programm namens bCNC. Das Programm kombiniert CAD und CAM Software in einem Open Source Projekt. Allerdings benötigt es eine uralte Python Version und diverse Zusatz- Pakete, ganz Linux typisch, um ein Programm zu nutzen, muss man erst mal hunderte von “Dependencies” installieren. Trotzdem ist der Erfolg fraglich. Genau so hier. Ich bin wirklich kein Computer Anfänger, aber mir ist es nicht gelungen, das Programm ans laufen zu bekommen…
Es gibt ein Plugin für Inkscape das aus der in Inkscape erstellen Zeichnung G-Code erzeugt. Das ist aber inoffiziell, der Support dafür auf Russisch und obendrein extrem kompliziert zu bedienen.
Für das die “Professional” Version der OpenSource Software QCAD gibt es ein CAM Modul. Das kostet aber auch schon dreistellige Beträge, erscheint mir aber fast noch das beste Preis- Leistungsverhältnis zu haben. Dachte ich zumindest…
Als ich schon verzweifelt aufgeben wollte, bin ich doch noch fündig geworden. Der US- Hersteller Carbide, der halbwegs preisgünstige (1500$ bis 2500$) CNC Fräsen, die ähnlich wie meine China Fräse auch auf der Open Source Firmware GRBL basieren, herstellt, hat sein hauseigenes CAD/CAM Programm, das bisher nur für die eigenen Kunden verfügbar war, seit kurzem für jeden freigegeben. Das Programm heißt “Carbide Create” und ist, nachdem man sich für eine Mailing Liste angemeldet hat, kostenlos zu nutzen. Für sowas gibt es ja gottseidank Wegwerf- Email Adressen. Außerdem funktioniert das Abmelden von dem Newsletter tatsächlich.
Carbide Create kann SVG und DXF Dateien importieren und stellt darüber hinaus umfangreiche Tools zum Konstruieren von Fräs- Objekten bereit. Man hat Grundformen, die man verändern und kombinieren kann, genau so wie Text oder Bool- Operationen. Vor allem ist es wunderbar einfach möglich, die Abmessungen und Anordnungen ganz präzise einzustellen. Eine Bitmap (jpg, bmp oder so was) lässt sich halb- transparent in den Hintergrund legen und nachzeichnen. Wenn man also eine Zeichnung einer Lok aus dem Internet herunter geladen oder eingescannt hat, kann man diese passend skaliert als Hintergrund nutzen und so die Formen präzise nachzeichnen.
Wenn die Zeichnung steht (egal ob importiert oder in Carbide Create erzeugt) generiert mal die Pfade für die Maschine (“Toolpath” auf Englisch). Das ist dann jetzt das wichtige “CAM” Modul. Hierfür stehen diverse Werkzeuge zur Verfügung. Man kann Innen- oder Außen fräsen, “pockets” also Vertiefungen, die nicht komplett durch getrennt werden sondern beliebig tief in das Material eingraviert werden, erzeugen lassen. Auch die “tabs” also die Haltestege, damit das gefräste Teil noch am äußeren Material hängt, lassen sich ganz einfach erzeugen, positionieren und anpassen. Man kann das Ergebnis simulieren lassen. Dann wird eine 3D Ansicht des Projekts erstellt, so wie es nachher tatsächlich gefräst wird. Passt alles, lässt sich das Projekt als G-Code speichern und mit einer beliebigen Fräse, also auch meiner CNC 3018 verarbeiten…
Für einen Einsteiger wie mich, der erst noch alles lernen muss, ist Carbide Create wirklich gut geeignet. Dazu gibt es viele Video- Tutorials, so das der Einstieg leicht gemacht wird. Zwar ist das alles nur auf Englisch zu bekommen, dafür aber wirklich kostenlos und ohne Einschränkungen. Ein Grund mehr, endlich Englisch zu lernen…
Carbide Create ist das einzige CAD/CAM Programm, das ich finden konnte welches voll funktionsfähig, einfach zu bedienen und trotzdem kostenlos verfügbar ist. Deswegen bekommt es meine uneingeschränkte Empfehlung. Carbide Create gibt es für Windows und Mac, nicht aber für Linux.
Jetzt, da die Software Frage zumindest vorerst geklärt ist stehen nur noch die letzten Tuning- Maßnahmen an, um dann eine wirklich einsatzfähige CNC Fräse zu haben. Ich benötige noch eine anständige Aufnahme für die Fräser. Die mitgelieferte Messinghülse ist alles, nur nicht präzise. Damit kann man keinen Rundlauf hin bekommen. Also muss eine neue Aufnahme her. Es bietet sich an, den weit verbreiteten und oft bei dieser Art Fräsen verwendeten Standard ER11 zu verwenden. Im direkten Vergleich zwischen der ER11 Spannzangen- Aufnahme und der mitgelieferten Messinghülse ahnt man schon, das jetzt alles besser wird.
Um die Halterung zu montieren, musste ich sie mit dem Lötkolben erhitzen. Die Bohrung ist wirklich stramm sitzend. Die Madenschrauben sind eigentlich nicht nötig, so stramm wie die Halterung auf die Welle gepresst ist. Das ist natürlich beabsichtigt, damit der Fräser sauber rund läuft. In der Tat ist der Rundlauf mit bloßem Auge deutlich erkennbar besser als mit der Messinghülse.
Jetzt fehlen mir nur noch anständige Fräser. Dabei kann man wirklich viel Geld loswerden. Aber ein Fräser, der genau so viel kostet wie meine ganze Fräse, das wäre dann doch wohl des Guten zu viel… Erst mal musste ich raus finden, welche Fräser für Polystyrol geeignet sind. Ein erster Versuch mit den Fräsern aus einem Gravurset mit Mini- Bohrmaschine endete katastrophal. Das Polystyrol ist nur am Fräser fest geschmolzen, aber nicht geschnitten worden.
Ich habe mich nach längerer Recherche für einen Einschneidenfräser entschieden. Bestellt habe ich die Fräser bei cnc-plus. Dort gab es passende und qualitativ relativ gute Fräser für ca 5€ das Stück. Mal sehen, wann sie ankommen.
Außerdem habe ich in China eine Satz Spannzangen mit Durchmessern von 1 bis 7 mm bestellt. Die sollten so Ende November Anfang Dezember ankommen. Dann kann man neben den Standard 3,2 mm Fräsern auch mal kleinere oder größere Bohrer verwenden. Als Standbohrmaschine lässt sich die Fräse nämlich auch “zweckentfremden”…
Wer also auch so eine Fräse bauen will, sollte entweder gleich einen Bausatz mit ER11 Spannzangenaufnahme bestellen oder zumindest die ca 15€ für so ein Teil mit einkalkulieren. Ohne das wird man sicher nicht glücklich mit der Fräse…
Außerdem habe ich im Internet nach dem Laser- Modul für meine Fräse recherchiert. Im Prinzip gibt es ja 3 verschiedene Laser- Module. Eines mit einem 500 mW Laser, eines mit einem 2.5 Watt Laser und eines mit einem 5,5 Watt Laser. Das “Kleine” ist nur Spielzeug, damit kann man gravieren, aber nicht wirklich schneiden. Das “Große” ist schon sehr kräftig, aber im Verhältnis sehr teuer und aktuell so gut wie nicht aufzutreiben. Das “mittlere” Modul hingegen ist sehr preisgünstig so um ca 50€ herum zu bekommen. Und es ist kraftvoll genug um MDF, Sperrholz und sogar Acryl (kein Transparentes oder Blaues, aber Rotes oder Schwarzes z.B.) bis ca 5 mm problemlos zu schneiden. Dünne Sachen wie Karton stellen natürlich überhaupt kein Problem dar. Ich denke, das 2,5 Watt Laser Modul stellt wirklich eine sinnvolle Ergänzung dar. Damit kann man dann Holz oder Karton verarbeiten und zwar bestimmt besser als mit dem Fräser. Das 2.5 Watt Modul hat es damit auf meine Wunschliste für 2019 ziemlich weit nach oben geschafft.
Hiermit ist der Baubericht zu meiner CNC Fräse abgeschlossen. Wenn es wirklich nächstes Jahr das Laser Modul gibt, gibt es dazu einen eigenen Bericht.
Inzwischen habe ich die ersten Teile aus der Fräse, die ich tatsächlich einsetzen kann und werde. Es handelt sich um die Antriebs- Halterung für meine im Bau befindliche GEC Lok aus einem Slimrails Bausatz, für die ich eine H0 Köf 3 von Roco als Antriebsspender verwende.
Die Präzision der Teile ist mindestens so gut wie die der Bausatz Teile aus Plastik- Spritzguss und damit mehr als ausreichend für meine Zwecke. Auf dem Foto sind die Teile noch nicht entgratet oder anders nach bearbeitet sondern exakt so, wie sie aus der Fräse kommen. Mit einem Skalpell und Lineal hätte ich das nie auch nur ansatzweise so gut hin bekommen. Das wäre in diesem Fall zwar nicht unbedingt nötig gewesen, da die Teile sowieso unsichtbar unter der Lok eingebaut werden, aber so ist es trotzdem viel besser…
Was hat der Spaß nun insgesamt gekostet und was musste ich alles machen, damit die Fräse einsatzbereit wurde?
Der Bausatz der Fräse hat bei Ebay 199€ incl Versand aus Deutschland gekostet. Die (zwingend notwendige) ER11 Spannzange hat zusammen mit dem 1/8 Zoll Einsatz für die Standard- Fräser incl Express- Versand per Amazon Prime 14,95€ gekostet. Dazu habe ich mir noch 2 Stück 0,8 mm Einschneiden- Fräser zu je 4,95€ geleistet, von denen einer bereits abgebrochen ist Verlegen … Die Teile oben sind übrigens mit dem Standard- V- Fräser, der im Bausatz enthalten war gefräst. Die V- Fräser sind sehr viel robuster und können auch viel schneller fräsen. Dafür sind die Teile dann nicht ganz so schön wie mit dem dünnen Spezial- Fräser. Hier hat die Genauigkeit aber locker mit dem V- Fräser gereicht. Um auch mal andere Werkzeuge einsetzen zu können, habe ich mir einen kompletten Satz Spannzangen- Einsätze von 1 – 7 mm über Ebay in China gekauft. Die haben incl Aufbewahrungsboxen und Versand 7,95€ gekostet und sind gerade eben eingetroffen. Ausprobieren habe ich sie deswegen noch nicht können.
Dazu sind noch 4 Filzgleiter gekommen, die ich sowieso noch hier liegen hatte (stammen von irgendeinem Diskonter, ich weiß nicht mehr welcher). Unter alle 4 Ecken geklebt reduzieren sie die an den Tisch übertragenden Schwingungen doch sehr deutlich. Damit kann man die Fräse ohne schlechtes Gewissen auch in einer Mietwohnung einsetzte, selbst in der Nacht. In dem Zimmer, in dem die Fräse läuft, kann zwar keiner schlafen, aber das Geräusch ist nicht so laut, das es nebenan stört.
Die Software, die bei mir zum Einsatz kommt, ist kostenlos. Die Treiber und das Steuerprogramm “GRBL-Control” sind im Bausatz enthalten und zum Konstruieren und G-Code erzeugen verwende ich das kostenlose “Carbide Create”, mit dem ich sehr schnell und leicht klar gekommen bin. Es gibt ein alternatives Steuerprogramm (Grbl Controller 3.0) welches ebenfalls kostenlos ist und scheinbar mehr Optionen bietet. Das habe ich bis jetzt aber noch nicht ausprobiert, werde ich demnächst aber tun. Sofern mir die Konstruktionsmöglichkeiten von Carbide Create irgendwann mal nicht mehr ausreichen, so kann man ja jederzeit auch Zeichnungen aus Libre CAD, AutoCad usw importieren und weiter verarbeiten. Zur Zeit sehe ich da aber noch keinen Bedarf.
In der Summe macht das 231,80€ für ein sehr universell einsetzbares und für meine Hobby- Zwecke hervorragendes Werkzeug, das mir unendliche Bastel- Möglichkeiten eröffnet, die ich sonst so nie haben würde. Dazu kommt dann noch “Verbrauchsmaterial” wie Polystyrol- oder Holz- Platten, Doppel- Klebeband und ähnliches.
Der Bau meiner Fräse war auf Grund der unpassenden Muttern ziemlich fummelig und auch nervig. Sieht man davon ab (also sofern man einen Bausatz mit passenden Muttern erwischt) ist der Bau aber von jedem, der weiß, wo die spitze Seite eines Schraubenziehers ist, zu bewerkstelligen.
Die Lernkurve beim CNC Fräsen ist bei weitem nicht so steil wie beim 3D Drucken. Die Zeit vom Anfang bis zu den ersten brauchbaren Ergebnissen ist doch um einiges kürzer. Klar kann man beim Fräsen auch Fehler machen und ich habe garantiert noch längst nicht alle gemacht. Aber im Vergleich zum 3D Drucker sind die Resultate doch deutlich einfacher zu reproduzieren.
Am 3D Drucker muss man obendrein ständig herum basten, hier was umbauen, da was verbessern. Bei der Fräse ist das nicht notwendig, sobald man sie einmal eingerichtet hat.
Das Ergebnis der CNC 3018 ist um einiges besser als bei einem 3D Drucker aus der gleichen Preisklasse (also einem Prusa I3 Klon wie z.B. meinem GEEETech I3 Pro B). Beim 3D Drucker bin ich mir nicht so zu 100% sicher, ob sich die Ausgabe dafür gelohnt hat. Bei der CNC Fräse bin ich es.
Claus60- Skalpell-Künstler
Thoto mag diesen Beitrag
Teil 4 - Laser- Upgrade
![]() von Claus60 Do 25 Nov 2021, 11:20
von Claus60 Do 25 Nov 2021, 11:20
Ich hab’s getan… Ich habe gerade ein Laser Modul für meine Fräse bestellt. Direkt in China über Aliexpress (wer das nicht kennt, Aliexpress ist das “Chinesische Amazon”).
Es ist allerdings kein 5.5 Watt Modul geworden und auch kein 10 Watt Modul. ich habe gleich “Nägel mit Köpfen” gemacht und einen fokussierbaren 15 Watt Laser mit Netzteil bestellt, der auch noch langfristig durchgängig benutzt werden kann. Viele Module sind entweder nicht fokussierbar und/oder dürfen nicht länger als 30 Minuten am Stück arbeiten. Den Fokus kann man bei einer CNC Fräse ja zur Not noch über die Z-Achse einstellen, aber ich würde schon gerne mal Sachen über Nacht lasern lassen, ohne mir Gedanken darüber zu machen, ob statt dem Cutting- Material der Laser selbst weg schmilzt…
Man kann inzwischen die 15 Watt Module auch in Deutschland über Amazon oder Ebay bekommen. Allerdings zum doppelten Preis. Ich habe incl Porto nach Deutschland mit einem eingelösten Coupon (ca 3€) gerade mal gut 88€ für den 15 Watt Laser bezahlt. Bei Ebay wäre ich nicht unter 160€ fündig geworden…
Ankommen soll das gute Stück Ende September, Anfang Oktober. Wenn ich Pech habe, kommt dann noch Zoll (aka Mehrwertsteuer) drauf, was den Laser um ca 16€ verteuern würde (lohnt sich trotzdem). Mein Büro ist nur 2 Minuten zu Fuß vom Zollamt entfernt. Das wäre also zumindest logistisch kein Problem… In aller Regel kommen solche Luftpost- Briefe aber unbeachtet vom Zoll beim Empfänger an, vor allem, da die Chinesen keinerlei Hemmungen haben sowas mit einem Wert von unter 22€ und somit als nicht zollpflichtig zu deklarieren.
Aber es ist schon erstaunlich, wie sich die Preise entwickeln. Anfang des Jahres, als ich das erste Mal nach einem Laser für meine CNC Fräse geschaut habe, hätte ich für 90€ gerade mal ein 2,5 Watt Modul bekommen. Heute, gut ein halbes Jahr später, kosten die 2,5 Watt Module vielleicht noch 25€. Inzwischen gibt es nicht nur Module mit 6, 10 oder 15 Watt, es sind bereits die ersten 20 Watt Module aufgetaucht. Die bekommt man bereits ab gut 100€, allerdings ohne Elektronik und Stromversorgung. Die 20 Watt Module sind aber sehr lang und schwer und damit für meinen Geschmack zu viel für die Mechanik meiner Fräse. Doch auch schon mit dem nur ca halb so langen 15 Watt Modul kann man selbst auf Edelstahl “Eindruck” hinterlassen, also gravieren. Zum vernünftigem Schneiden von Metall (Messing, Alu usw) müssten es aber etwa 10 Mal so viel Leistung sein. Dann (also ab 150 Watt Leistung) sind LED Laser aber deutlich besser als CO2 Laser geeignet um NE- Metalle zu verarbeiten. Da ich ohnehin kein “Metaller” bin, sollte mir der 15 Watt Laser dann doch erst mal reichen, denke (hoffe) ich.
Heute ist das Laser- Modul eingetroffen, sogar eher als avisiert. Genau wie erwartet musste ich keine weiteren Gebühren (wie etwa Zoll oder Steuer) bezahlen. Da ich des Chinesischen nicht wirklich mächtig bin, kann ich nur Raten, was da auf dem Päckchen steht. Wenn ich das richtig interpretiere, so ist der Inhalt als Laser Modul deklariert und der Wert irgendwas mit “5” angegeben worden. Welche Währung damit gemeint war und wie viel das in Euro ist, kann ich nicht beurteilen. Vielleicht ist das aber auch gar keine Währung sondern eine Preisklasse oder ganz was anderes, keine Ahnung. Auf jeden Fall musste ich nichts weiter bezahlen oder machen, um das Modul in Empfang zu nehmen…
Anschließen und ausprobieren kann ich den Laser aber noch nicht. Zum Einen wurde kein Anschlusskabel von der Leistungseinheit zum Controller- Board meiner Fräse mitgeliefert und zum Anderen sind die bestellten Schutzbrillen noch nicht angekommen. Einen 15 Watt Laser ohne Augenschutz in Betrieb zu nehmen, selbst wenn es nur für einen kurzen Test ist, ist definitiv viel zu gefährlich. Aber ausgepackt habe ich das Modul und für ein schnelles Handy Foto hat es auch noch gereicht.

Das Modul selbst macht einen soliden Eindruck, ganz aus Metall und mit einer sauber fokussierbaren Optik. Offen liegende Platinen sind ja bei derartigen Geräten die Regel. Auch das Controller- Board an meiner Fräse liegt ja völlig offen. Das würde ich also nicht als Nachteil bewerten… Dafür ist die Leistungseinheit auf einem anständige Kühlkörper montiert, der zusätzlich noch einen 40mm Lüfter enthält. Wie laut das Teil ist, kann ich natürlich noch nicht sagen. Ich schätze aber, das der Betrieb als Lasercutter nicht mehr (eher deutlich weniger) Lärm verursacht als der Betrieb als CNC Fräse, trotz der zwei Lüfter, einer am Leistungsteil, einer direkt am Laser Modul..
Das Laser Modul selbst ist eher kleiner, als ich es erwartet hätte. Der Spindel Motor ist größer und schwerer. Von daher sollte der Laser keine große Belastung für die Fräse darstellen. Insofern wäre auch das 20 Watt Modul bestimmt kein mechanisches Problem gewesen. Allerdings ist mir ja schon bei meinem Modul mit “nur” 15 Watt Leistung wirklich etwas mulmig zu Mute. 15 Watt sind für einen LED Laser doch schon richtig heftig viel. Erst mal sehen, was damit alles so machbar ist…
Leider ist auch keinerlei Anleitung dabei. Wie genau man das Laser Modul nun anschließt, muss ich erst im internet heraus finden.
Grade sind sowohl die bestellten Schutzbrillen aus China als auch der Laser- Karton von architekturbedarf.de eingetroffen. Somit kann ich übers Wochenende die Fräse zum Lasercutter umrüsten. Beim ersten Mal wird das natürlich etwas aufwändiger, da ich erst mal alle Kabel herstellen und verlegen muss. Später wird das Umrüsten von Fräse auf Laser oder zurück in wenigen Minuten erledigt sein.
Natürlich musste ich jetzt, wo ich eine Schutzbrille habe, das Laser Modul zumindest mal kurz ausprobieren. Ich habe ihn nur weg von mir gegen eine weiß gestrichene und mit Rauhfasertapete verkleidete Wand gehalten. In der Wandfarbe sind ebenfalls Aufheller, die im Laserlicht aufleuchten, ähnlich wie beim weißen Papier. Der eigentliche Arbeitsabstand des Lasers liegt etwa so um die 16 mm. Aber das Modul ist so stark, das selbst in 500 mm Abstand noch Spuren an der Wand zurück geblieben sind. Da ich 2 grüne Brillen bestellt habe, habe ich eine aufgesetzt und dann test halber mal die zweite Brille direkt in den Laserstrahl gehalten. Es kommt tatsächlich durchaus noch etwas vom Laserstrahl durch, aber die Aufheller in der Wandfarbe leuchten nicht mehr. Wobei aber der Kunststoff der Brillengläser dem Laser nicht wirklich lange standhält. Schon nach wenigen Sekunden gab es erste sichtbare Spuren auf der Oberfläche…
Direkt in den, möglichst auch noch fokussierten Laser sollte man auch mit so einer Schutzbrille keinesfalls schauen, das geht mit hoher Wahrscheinlichkeit schief. Im Normalfall ist der Laser ja fest montiert und zeigt gerade nach unten auf den Arbeitstisch der Fräse. Da ist wohl kaum genug Platz vorhanden (maximal 20 mm), um irgendwie die Augen bzw die Schutzbrille in den direkten Strahlengang zu bekommen. Um ja jederzeit mögliche Reflektionen und kurze Aufblitzer abzuwehren, sind diese Brillen sehr wohl geeignet. Trotzdem sollte man stets sehr vorsichtig und mit dem gebotenem Respekt mit so einem wirklich starken Laser umgehen. Das ist definitiv kein Kinderspielzeug und auch kein Party Artikel.
Der Geräuschpegel der beiden Lüfter ist eher niedrig, kein Vergleich mit dem Einsatz als Fräse.. Also gar kein Problem, so einen Lasercutter in einer Mietwohnung zu betreiben.
Zum Üben und ausprobieren werde ich aber nicht den teuren Laser- Karton, den ich in zwei Stärken, 350 g/m² und 700 g/m² geordert habe, verwenden, sondern dafür werden zerschnittene CornFlakes Schachteln verwendet. Dabei handelt es sich um ein durchaus gutes Material zum Basteln, weswegen ich keine CornFlakes (oder ähnliche) Kartons wegwerfe, sondern sammle. Kleiner Tipp am Rande…
Daneben habe ich noch jede Menge Balsa- und Sperrholz in verschiedensten Stärken. Auch damit werde ich experimentieren, bevor ich mich mal an dünnes MDF heran mache, was ich auch erst noch bestellen muss.
Hier ist nun der Umbau Bericht von der CNC Fräse zum Lasercutter. Durch diesen Umbau kann meine Fräse binnen weniger Minuten von Fräse auf Lasercutter umgerüstet werden und natürlich auch genau so schnell wieder zurück zur CNC Fräse.
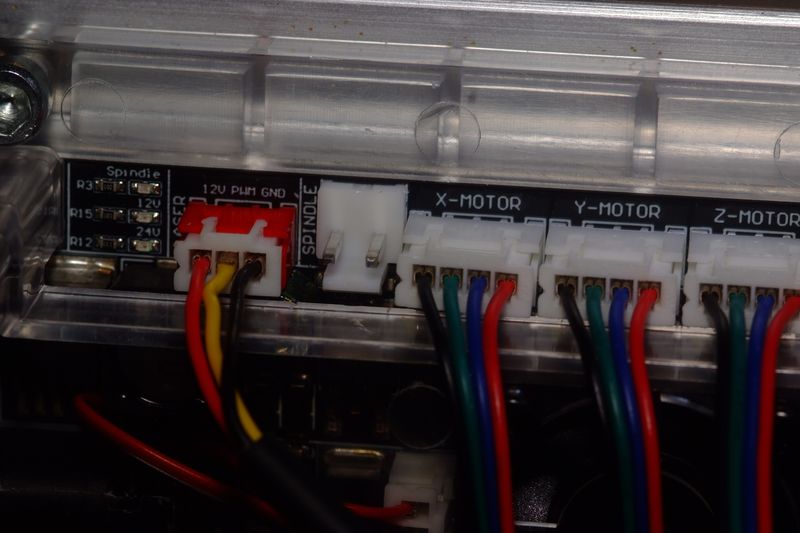
Leider unterstützt die Steuerplatine meiner Fräse nur An und Aus für Laser- Module. Eine PWM Steuerung also eine Leistungsregelung die für stärkere Laser unbedingt erforderlich ist, ist nicht vorhanden.
So musste ich zunächst mal eine neue Steuerplatine mit neuerer Firmware besorgen. Hier gibt es zahlreiche Optionen. Ich habe mich für den direkten Nach- Nachfolger der Steuerplatine entschieden, die bei meiner Fräse original mitgeliefert wurde, einem Woodpecker 3.0 Board. Zum Einen kam die neue Woodpecker 3.4 Platine gleich mit einem Gehäuse und außerdem war ich mir da am sichersten, das sie ohne irgendwelche Probleme mit meiner Fräse zusammen arbeitet. Bei Aliexpress kostet diese Platine 24€. Ich habe allerdings mehr bezahlt, weil ich ungeduldig war und nicht so lange auf die Lieferung der Platine aus China warten wollte. Letztendlich kam die Platine aus Deutschland massiv verspätet an, so das es sich nicht gelohnt hat, das Extra Geld auszugeben. Der Verkäufer bekommt deswegen auch keine positive Bewertung von mir.
Hier sieht man die beiden Platinen direkt nebeneinander.
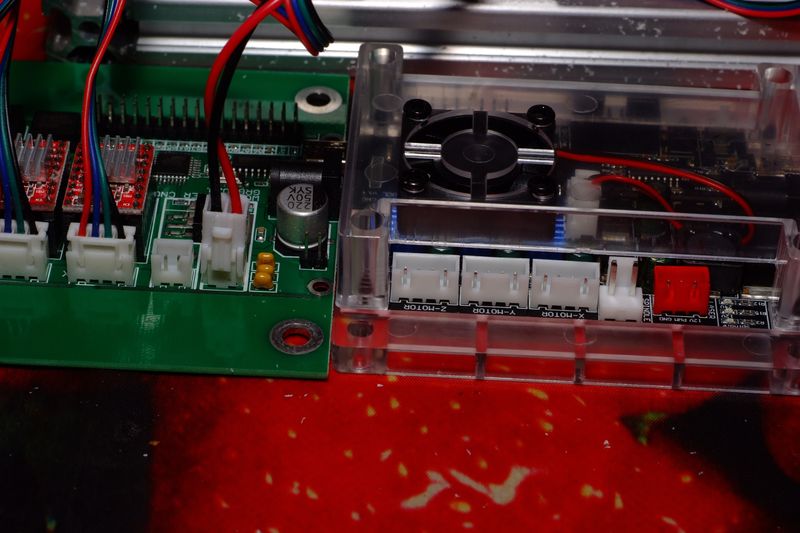
Man erkennt schön das Gehäuse, den Lüfter für die Steppermotor Treiber und auch, das der (rote) Anschluss für den Laser 3 Pins hat und nicht nur 2 wie auf der alten Platine (der weiße). Genau dieser Unterschied ist es, der den Tausch zwingend erforderlich machte. Der Umbau selbst ging zügig. Die Kabel von der alten Platine abziehen und dann die Platine abschrauben. Dann die neue Platine anschrauben. Das geht, da nun das Gehäuse die Aufgabe der Abstandshalter zur Kurzschluss- Vermeidung übernimmt, mit viel weniger Fummelei.
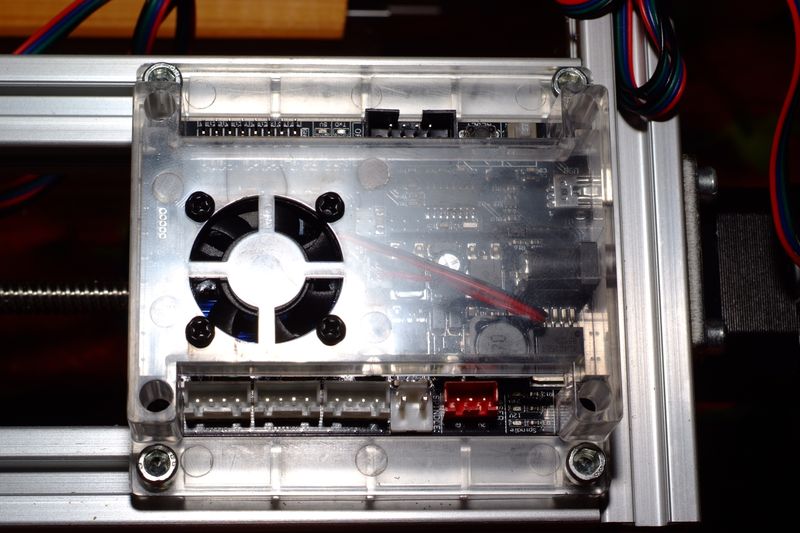
Daneben hat die neue Platine einen Ein- und Aus- Schalter und einen Anschluss für eine manuelle Steuerung. Der Ein/Aus Schalter ist ein Segen, denn der verbaute Lüfter ist nervtötend laut. Irgendwann wird er garantiert mal ausgetauscht, das steht fest. Der Anschluss für die manuelle Steuerung ist ebenfalls eine echte Verbesserung. So kann man die Fräse auch ohne “CNC” verwenden, wenn man möchte. Obendrein ersetzt sie auf diese Art tatsächlich eine “Mini- Standbohrmaschine” bzw einen Bohrständer für eine Proxxon oder Dremel… Die Handsteuerung habe ich aber noch nicht, wird sich aber, da sie nur ein paar Eros kostet, mit Sicherheit irgendwann mal dazu gesellen.
Leider haben die Stecker auf der Steuer- Platine und dem Steuerteil des Laser- Moduls nicht die gleiche Belegung, wie man hier schön sehen kann. Die Platine an der Fräse hat die Belegung: +12V – PWM – Masse
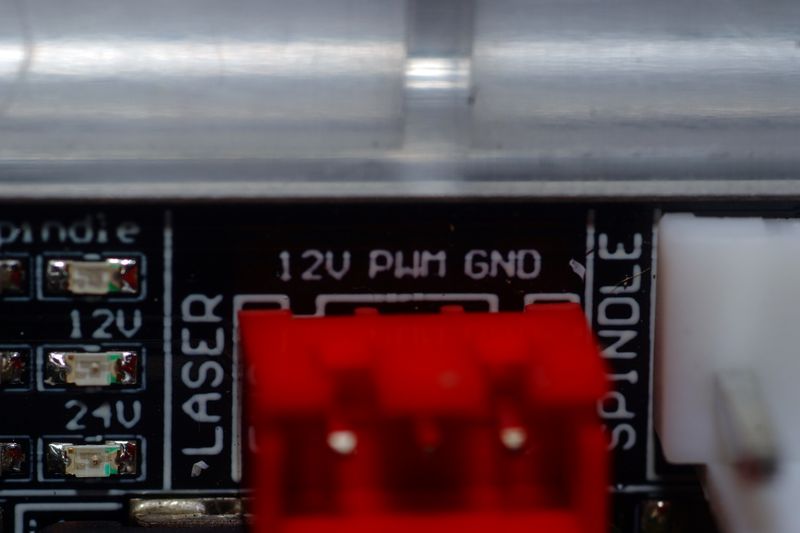
Und das Laser- Modul hat: +12V – Masse – PWM
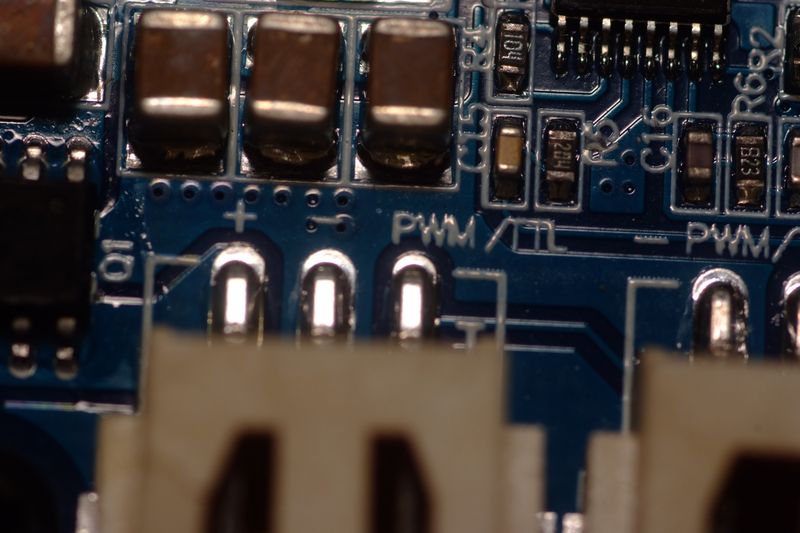
Um das auszugleichen muss man entweder ein entsprechendes Kabel selbst konfigurieren oder man “pult” an einem der Stecker zwei Kontakte aus dem Stecker- Gehäuse und fügt sie entsprechend wieder ein.
Das war aber auch die letzte Schwierigkeit beim Umrüsten. Das Laser Modul selbst kommt statt dem Spindel- Motor in die Z- Achsen Halterung. Dort sind entsprechende Einkerbungen bereits vorhanden. Dann nur noch die Kabel wieder anstecken:
und aus der CNC Fräse ist ein Laser- Cutter geworden:

Ich habe die neue Platine natürlich zuerst mit dem Spindel- Motor ausprobiert, um zu sehen, ob die “alte” Funktionalität als CNC Fräse erhalten geblieben ist. Dabei gab es zunächst richtige Probleme, denn die Steuer- Software hat nicht mehr funktioniert. Weder das bei der Fräse mitgelieferte GRBL- Control noch das erweiterte Nachfolger- Programm Candle hat mit der neuen Platine zusammen gearbeitet. Nach einem Besuch auf der Webseite von Candle war aber schnell klar, dass das völlig normal ist, da die GRBL Firmware 0.9, die auf der alten Platine drauf ist, nicht mehr mit der neuen Firmware 1.1 kompatibel ist und andere Software benötigt. Also schnell die zu 1.1 passende Candle Version herunter geladen und installiert und schon lief die Fräse wieder genau so, wie sie sollte.
Ich muss noch viel probieren und üben, vor allem, da es keinerlei Dokumentation zu dem Laser Modul gibt. Zum Beispiel unterstützt der Controller bzw die GRBL Firmware 1.1f zwei Werte- Bereiche für die Leistungsregelung des Lasers. GRBL ist eine Open Source Firmware für verschiedene CNC Maschinen wie Plotter, Fräsen, Lasercutter oder auch 3D Drucker, wobei GRBL im 3D Bereich nicht ganz so gängig ist. Aber fast alle preisgünstigeren CNC Fräsen und Lasercutter verwenden GRBL als Firmware. Natürlich auch meine Maschine.
Die Wertebereiche gehen einmal von 0-255, was sich für mich als Computer Nerd ziemlich vertraut und “normal” anhört. Das entspricht nämlich genau 8 Bit oder 2^8 oder ein Byte (ein Buchstabe, vereinfacht ausgedrückt), ein sehr gängiger Werte- Bereich. Das habe ich natürlich zuerst ausprobiert. Aber damit bekomme ich nicht mal ein leichtes Grau auf weißes Papier gezaubert. Von Schneiden ganz zu schweigen. Der andere mögliche Werte Bereich bei GRBL ist 0-12000. Ein “kleiner” Unterschied, oder? Das Zweite ist “natürlich” der Bereich, den ich für mein Laser- Modul verwenden muss. Ganz andere Größenordnungen, aber egal, um so feinfühliger kann man den Laser regulieren. Aber das musste ich erst mal austüfteln, weil es nirgends beschrieben steht, nicht mal im Internet…
Für erste Tests habe ich die Verpackung von Schmelzkäse- Scheiben hergenommen. Beim ersten Einschalten des Lasers lief der auf 100% Leistung, wobei der Karton sofort in Flammen aufging. Wie vermutet sind 15 Watt für Karton massivst zu viel. Nachdem ich die Leistungssteuerung im Griff hatte (Den Karton habe ich mit nur 5% Leistung sauber geschnitten) habe ich das als Ergebnis bekommen:

Es ist schon erstaunlich, wie präzise und filigran so ein Laser schneiden kann. Und das selbst, wenn das Material lediglich eine Schmelzkäse Verpackung ist. Die Spitzen des Sterns sind selbst in dieser starken Vergrößerung immer noch spitz. Der Stern ist ca. 7 mm groß und das Quadrat genau 19,8 x 19,8 mm. Es wurde mit 20 x 20 mm in Inkscape gezeichnet, womit auch der G-Code erzeugt wurde. Für den allerersten Versuch, ganz ohne das ich irgendeine Ahnung von der Sache habe und ohne irgendwas zu kalibrieren, ist das gar nicht so schlecht, denke ich. Falls ich richtig im Kopf gerechnet habe, sind das gerade mal 1% Abweichung. Der Ausschnitt im Material ist übrigens 20,6 x 20,6 mm, was eine Schnittbreite von 0,8 mm entspricht. Mit mehr Übung beim Fokussieren geht das sicher noch besser.
Dann habe ich ein wenig mit Holz experimentiert. Nachdem ich für Karton den Vorschub auf 500 mm/min und die Laser- Leistung auf nur 5% stellen musste, um einen sauberen Schnitt in einem Durchgang hin zu bekommen, ist bei dem billigen 4 mm dicken Baumarkt- Bastel Sperrholz schon etwas mehr Power nötig. Sperrholz an sich ist für Dioden Laser nicht besonders gut geeignet. Das eigentliche Holz selbst stellt kein Problem dar. Aber der Leim, mit dem die einzelnen Schichten des Sperrholz verleimt sind, reflektiert das Laser Licht, so das es meist erst gar nicht zu einem Durchtrennen der Leimschicht kommt. Man braucht schon viel “Bums”, um Sperrholz mit einem Dioden- Laser zu schneiden.
Dazu habe ich den Vorschub halbiert, also auf 250 mm/min und natürlich mit voller Leistung gearbeitet. Trotzdem benötigte ich drei Durchgänge, um das 4 mm Sperrholz zu schneiden. Im Prinzip je Schicht des Holzes einen Durchgang. So ließ es sich aber einwandfrei schneiden.
Außerdem habe ich auch das Gravieren versucht. Dazu habe ich die “Karton” Leistung (also nur 5% sprich 0,75 Watt) aber mit der “Holz” Geschwindigkeit probiert. Wieder auf dem Bastel- Sperrholz, wobei diesmal der Leim keine Rolle spielt, da die Gravuren ja nicht so tief ins Holz eindringen…
Das Ergebnis kann sich durchaus sehen lassen, finde ich:
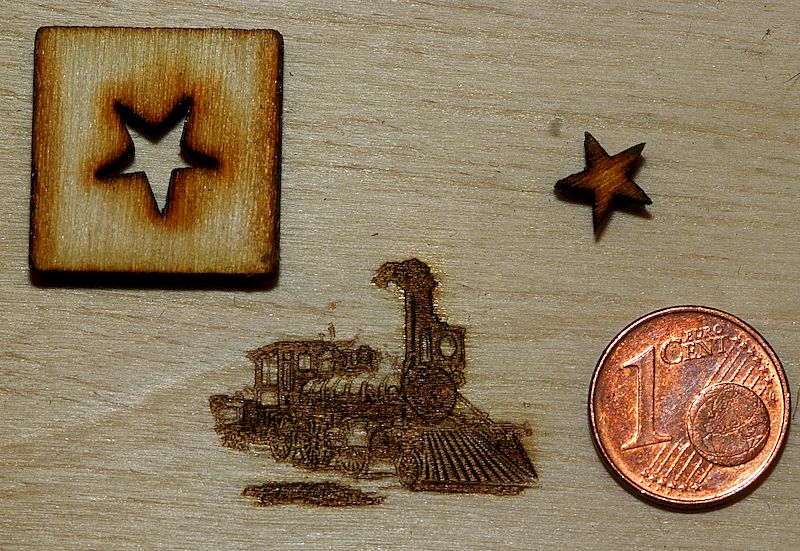
Was mich auch erstaunt, ist die Stabilität der ausgeschnittenen Teile (sowohl Holz als auch Karton). Durch das Lasern werden die Fasern an den Kanten nicht zerrissen wie beim Schneiden oder Sägen üblich, sondern verschmolzen. Das muss wohl die Stabilität spürbar erhöhen.
Im Moment bin ich jedenfalls schwer begeistert, obwohl ich mich noch sehr wenig mit den ganzen CAD Software Geschichten auskenne und noch vieles ausprobieren und auch büffeln muss. Die Beispiele sind mit Inkscape 0.9.4 und mit Laser GRBL als Steuerprogramm gemacht worden. Um in Zukunft aber “perfekte” Modelle zu konstruieren, muss ich mich bestimmt noch ein paar Hundert Stunden lang in die entsprechende Software einarbeiten. Wobei ich noch gar nicht weiß, welche Software eigentlich die “Entsprechende” für mich ist bzw. sein wird. Aber zumindest gibt es viele Möglichkeiten, auch im Open Source bzw. Freeware Bereich…
So weit der (Um-) Baubericht meiner CNC Fräse/Lasercutter
Es ist allerdings kein 5.5 Watt Modul geworden und auch kein 10 Watt Modul. ich habe gleich “Nägel mit Köpfen” gemacht und einen fokussierbaren 15 Watt Laser mit Netzteil bestellt, der auch noch langfristig durchgängig benutzt werden kann. Viele Module sind entweder nicht fokussierbar und/oder dürfen nicht länger als 30 Minuten am Stück arbeiten. Den Fokus kann man bei einer CNC Fräse ja zur Not noch über die Z-Achse einstellen, aber ich würde schon gerne mal Sachen über Nacht lasern lassen, ohne mir Gedanken darüber zu machen, ob statt dem Cutting- Material der Laser selbst weg schmilzt…
Man kann inzwischen die 15 Watt Module auch in Deutschland über Amazon oder Ebay bekommen. Allerdings zum doppelten Preis. Ich habe incl Porto nach Deutschland mit einem eingelösten Coupon (ca 3€) gerade mal gut 88€ für den 15 Watt Laser bezahlt. Bei Ebay wäre ich nicht unter 160€ fündig geworden…
Ankommen soll das gute Stück Ende September, Anfang Oktober. Wenn ich Pech habe, kommt dann noch Zoll (aka Mehrwertsteuer) drauf, was den Laser um ca 16€ verteuern würde (lohnt sich trotzdem). Mein Büro ist nur 2 Minuten zu Fuß vom Zollamt entfernt. Das wäre also zumindest logistisch kein Problem… In aller Regel kommen solche Luftpost- Briefe aber unbeachtet vom Zoll beim Empfänger an, vor allem, da die Chinesen keinerlei Hemmungen haben sowas mit einem Wert von unter 22€ und somit als nicht zollpflichtig zu deklarieren.
Aber es ist schon erstaunlich, wie sich die Preise entwickeln. Anfang des Jahres, als ich das erste Mal nach einem Laser für meine CNC Fräse geschaut habe, hätte ich für 90€ gerade mal ein 2,5 Watt Modul bekommen. Heute, gut ein halbes Jahr später, kosten die 2,5 Watt Module vielleicht noch 25€. Inzwischen gibt es nicht nur Module mit 6, 10 oder 15 Watt, es sind bereits die ersten 20 Watt Module aufgetaucht. Die bekommt man bereits ab gut 100€, allerdings ohne Elektronik und Stromversorgung. Die 20 Watt Module sind aber sehr lang und schwer und damit für meinen Geschmack zu viel für die Mechanik meiner Fräse. Doch auch schon mit dem nur ca halb so langen 15 Watt Modul kann man selbst auf Edelstahl “Eindruck” hinterlassen, also gravieren. Zum vernünftigem Schneiden von Metall (Messing, Alu usw) müssten es aber etwa 10 Mal so viel Leistung sein. Dann (also ab 150 Watt Leistung) sind LED Laser aber deutlich besser als CO2 Laser geeignet um NE- Metalle zu verarbeiten. Da ich ohnehin kein “Metaller” bin, sollte mir der 15 Watt Laser dann doch erst mal reichen, denke (hoffe) ich.
Heute ist das Laser- Modul eingetroffen, sogar eher als avisiert. Genau wie erwartet musste ich keine weiteren Gebühren (wie etwa Zoll oder Steuer) bezahlen. Da ich des Chinesischen nicht wirklich mächtig bin, kann ich nur Raten, was da auf dem Päckchen steht. Wenn ich das richtig interpretiere, so ist der Inhalt als Laser Modul deklariert und der Wert irgendwas mit “5” angegeben worden. Welche Währung damit gemeint war und wie viel das in Euro ist, kann ich nicht beurteilen. Vielleicht ist das aber auch gar keine Währung sondern eine Preisklasse oder ganz was anderes, keine Ahnung. Auf jeden Fall musste ich nichts weiter bezahlen oder machen, um das Modul in Empfang zu nehmen…
Anschließen und ausprobieren kann ich den Laser aber noch nicht. Zum Einen wurde kein Anschlusskabel von der Leistungseinheit zum Controller- Board meiner Fräse mitgeliefert und zum Anderen sind die bestellten Schutzbrillen noch nicht angekommen. Einen 15 Watt Laser ohne Augenschutz in Betrieb zu nehmen, selbst wenn es nur für einen kurzen Test ist, ist definitiv viel zu gefährlich. Aber ausgepackt habe ich das Modul und für ein schnelles Handy Foto hat es auch noch gereicht.
Das Modul selbst macht einen soliden Eindruck, ganz aus Metall und mit einer sauber fokussierbaren Optik. Offen liegende Platinen sind ja bei derartigen Geräten die Regel. Auch das Controller- Board an meiner Fräse liegt ja völlig offen. Das würde ich also nicht als Nachteil bewerten… Dafür ist die Leistungseinheit auf einem anständige Kühlkörper montiert, der zusätzlich noch einen 40mm Lüfter enthält. Wie laut das Teil ist, kann ich natürlich noch nicht sagen. Ich schätze aber, das der Betrieb als Lasercutter nicht mehr (eher deutlich weniger) Lärm verursacht als der Betrieb als CNC Fräse, trotz der zwei Lüfter, einer am Leistungsteil, einer direkt am Laser Modul..
Das Laser Modul selbst ist eher kleiner, als ich es erwartet hätte. Der Spindel Motor ist größer und schwerer. Von daher sollte der Laser keine große Belastung für die Fräse darstellen. Insofern wäre auch das 20 Watt Modul bestimmt kein mechanisches Problem gewesen. Allerdings ist mir ja schon bei meinem Modul mit “nur” 15 Watt Leistung wirklich etwas mulmig zu Mute. 15 Watt sind für einen LED Laser doch schon richtig heftig viel. Erst mal sehen, was damit alles so machbar ist…
Leider ist auch keinerlei Anleitung dabei. Wie genau man das Laser Modul nun anschließt, muss ich erst im internet heraus finden.
Grade sind sowohl die bestellten Schutzbrillen aus China als auch der Laser- Karton von architekturbedarf.de eingetroffen. Somit kann ich übers Wochenende die Fräse zum Lasercutter umrüsten. Beim ersten Mal wird das natürlich etwas aufwändiger, da ich erst mal alle Kabel herstellen und verlegen muss. Später wird das Umrüsten von Fräse auf Laser oder zurück in wenigen Minuten erledigt sein.
Natürlich musste ich jetzt, wo ich eine Schutzbrille habe, das Laser Modul zumindest mal kurz ausprobieren. Ich habe ihn nur weg von mir gegen eine weiß gestrichene und mit Rauhfasertapete verkleidete Wand gehalten. In der Wandfarbe sind ebenfalls Aufheller, die im Laserlicht aufleuchten, ähnlich wie beim weißen Papier. Der eigentliche Arbeitsabstand des Lasers liegt etwa so um die 16 mm. Aber das Modul ist so stark, das selbst in 500 mm Abstand noch Spuren an der Wand zurück geblieben sind. Da ich 2 grüne Brillen bestellt habe, habe ich eine aufgesetzt und dann test halber mal die zweite Brille direkt in den Laserstrahl gehalten. Es kommt tatsächlich durchaus noch etwas vom Laserstrahl durch, aber die Aufheller in der Wandfarbe leuchten nicht mehr. Wobei aber der Kunststoff der Brillengläser dem Laser nicht wirklich lange standhält. Schon nach wenigen Sekunden gab es erste sichtbare Spuren auf der Oberfläche…
Direkt in den, möglichst auch noch fokussierten Laser sollte man auch mit so einer Schutzbrille keinesfalls schauen, das geht mit hoher Wahrscheinlichkeit schief. Im Normalfall ist der Laser ja fest montiert und zeigt gerade nach unten auf den Arbeitstisch der Fräse. Da ist wohl kaum genug Platz vorhanden (maximal 20 mm), um irgendwie die Augen bzw die Schutzbrille in den direkten Strahlengang zu bekommen. Um ja jederzeit mögliche Reflektionen und kurze Aufblitzer abzuwehren, sind diese Brillen sehr wohl geeignet. Trotzdem sollte man stets sehr vorsichtig und mit dem gebotenem Respekt mit so einem wirklich starken Laser umgehen. Das ist definitiv kein Kinderspielzeug und auch kein Party Artikel.
Der Geräuschpegel der beiden Lüfter ist eher niedrig, kein Vergleich mit dem Einsatz als Fräse.. Also gar kein Problem, so einen Lasercutter in einer Mietwohnung zu betreiben.
Zum Üben und ausprobieren werde ich aber nicht den teuren Laser- Karton, den ich in zwei Stärken, 350 g/m² und 700 g/m² geordert habe, verwenden, sondern dafür werden zerschnittene CornFlakes Schachteln verwendet. Dabei handelt es sich um ein durchaus gutes Material zum Basteln, weswegen ich keine CornFlakes (oder ähnliche) Kartons wegwerfe, sondern sammle. Kleiner Tipp am Rande…
Daneben habe ich noch jede Menge Balsa- und Sperrholz in verschiedensten Stärken. Auch damit werde ich experimentieren, bevor ich mich mal an dünnes MDF heran mache, was ich auch erst noch bestellen muss.
Hier ist nun der Umbau Bericht von der CNC Fräse zum Lasercutter. Durch diesen Umbau kann meine Fräse binnen weniger Minuten von Fräse auf Lasercutter umgerüstet werden und natürlich auch genau so schnell wieder zurück zur CNC Fräse.
Leider unterstützt die Steuerplatine meiner Fräse nur An und Aus für Laser- Module. Eine PWM Steuerung also eine Leistungsregelung die für stärkere Laser unbedingt erforderlich ist, ist nicht vorhanden.
So musste ich zunächst mal eine neue Steuerplatine mit neuerer Firmware besorgen. Hier gibt es zahlreiche Optionen. Ich habe mich für den direkten Nach- Nachfolger der Steuerplatine entschieden, die bei meiner Fräse original mitgeliefert wurde, einem Woodpecker 3.0 Board. Zum Einen kam die neue Woodpecker 3.4 Platine gleich mit einem Gehäuse und außerdem war ich mir da am sichersten, das sie ohne irgendwelche Probleme mit meiner Fräse zusammen arbeitet. Bei Aliexpress kostet diese Platine 24€. Ich habe allerdings mehr bezahlt, weil ich ungeduldig war und nicht so lange auf die Lieferung der Platine aus China warten wollte. Letztendlich kam die Platine aus Deutschland massiv verspätet an, so das es sich nicht gelohnt hat, das Extra Geld auszugeben. Der Verkäufer bekommt deswegen auch keine positive Bewertung von mir.
Hier sieht man die beiden Platinen direkt nebeneinander.
Man erkennt schön das Gehäuse, den Lüfter für die Steppermotor Treiber und auch, das der (rote) Anschluss für den Laser 3 Pins hat und nicht nur 2 wie auf der alten Platine (der weiße). Genau dieser Unterschied ist es, der den Tausch zwingend erforderlich machte. Der Umbau selbst ging zügig. Die Kabel von der alten Platine abziehen und dann die Platine abschrauben. Dann die neue Platine anschrauben. Das geht, da nun das Gehäuse die Aufgabe der Abstandshalter zur Kurzschluss- Vermeidung übernimmt, mit viel weniger Fummelei.
Daneben hat die neue Platine einen Ein- und Aus- Schalter und einen Anschluss für eine manuelle Steuerung. Der Ein/Aus Schalter ist ein Segen, denn der verbaute Lüfter ist nervtötend laut. Irgendwann wird er garantiert mal ausgetauscht, das steht fest. Der Anschluss für die manuelle Steuerung ist ebenfalls eine echte Verbesserung. So kann man die Fräse auch ohne “CNC” verwenden, wenn man möchte. Obendrein ersetzt sie auf diese Art tatsächlich eine “Mini- Standbohrmaschine” bzw einen Bohrständer für eine Proxxon oder Dremel… Die Handsteuerung habe ich aber noch nicht, wird sich aber, da sie nur ein paar Eros kostet, mit Sicherheit irgendwann mal dazu gesellen.
Leider haben die Stecker auf der Steuer- Platine und dem Steuerteil des Laser- Moduls nicht die gleiche Belegung, wie man hier schön sehen kann. Die Platine an der Fräse hat die Belegung: +12V – PWM – Masse
Und das Laser- Modul hat: +12V – Masse – PWM
Um das auszugleichen muss man entweder ein entsprechendes Kabel selbst konfigurieren oder man “pult” an einem der Stecker zwei Kontakte aus dem Stecker- Gehäuse und fügt sie entsprechend wieder ein.
Das war aber auch die letzte Schwierigkeit beim Umrüsten. Das Laser Modul selbst kommt statt dem Spindel- Motor in die Z- Achsen Halterung. Dort sind entsprechende Einkerbungen bereits vorhanden. Dann nur noch die Kabel wieder anstecken:
und aus der CNC Fräse ist ein Laser- Cutter geworden:
Ich habe die neue Platine natürlich zuerst mit dem Spindel- Motor ausprobiert, um zu sehen, ob die “alte” Funktionalität als CNC Fräse erhalten geblieben ist. Dabei gab es zunächst richtige Probleme, denn die Steuer- Software hat nicht mehr funktioniert. Weder das bei der Fräse mitgelieferte GRBL- Control noch das erweiterte Nachfolger- Programm Candle hat mit der neuen Platine zusammen gearbeitet. Nach einem Besuch auf der Webseite von Candle war aber schnell klar, dass das völlig normal ist, da die GRBL Firmware 0.9, die auf der alten Platine drauf ist, nicht mehr mit der neuen Firmware 1.1 kompatibel ist und andere Software benötigt. Also schnell die zu 1.1 passende Candle Version herunter geladen und installiert und schon lief die Fräse wieder genau so, wie sie sollte.
Ich muss noch viel probieren und üben, vor allem, da es keinerlei Dokumentation zu dem Laser Modul gibt. Zum Beispiel unterstützt der Controller bzw die GRBL Firmware 1.1f zwei Werte- Bereiche für die Leistungsregelung des Lasers. GRBL ist eine Open Source Firmware für verschiedene CNC Maschinen wie Plotter, Fräsen, Lasercutter oder auch 3D Drucker, wobei GRBL im 3D Bereich nicht ganz so gängig ist. Aber fast alle preisgünstigeren CNC Fräsen und Lasercutter verwenden GRBL als Firmware. Natürlich auch meine Maschine.
Die Wertebereiche gehen einmal von 0-255, was sich für mich als Computer Nerd ziemlich vertraut und “normal” anhört. Das entspricht nämlich genau 8 Bit oder 2^8 oder ein Byte (ein Buchstabe, vereinfacht ausgedrückt), ein sehr gängiger Werte- Bereich. Das habe ich natürlich zuerst ausprobiert. Aber damit bekomme ich nicht mal ein leichtes Grau auf weißes Papier gezaubert. Von Schneiden ganz zu schweigen. Der andere mögliche Werte Bereich bei GRBL ist 0-12000. Ein “kleiner” Unterschied, oder? Das Zweite ist “natürlich” der Bereich, den ich für mein Laser- Modul verwenden muss. Ganz andere Größenordnungen, aber egal, um so feinfühliger kann man den Laser regulieren. Aber das musste ich erst mal austüfteln, weil es nirgends beschrieben steht, nicht mal im Internet…
Für erste Tests habe ich die Verpackung von Schmelzkäse- Scheiben hergenommen. Beim ersten Einschalten des Lasers lief der auf 100% Leistung, wobei der Karton sofort in Flammen aufging. Wie vermutet sind 15 Watt für Karton massivst zu viel. Nachdem ich die Leistungssteuerung im Griff hatte (Den Karton habe ich mit nur 5% Leistung sauber geschnitten) habe ich das als Ergebnis bekommen:
Es ist schon erstaunlich, wie präzise und filigran so ein Laser schneiden kann. Und das selbst, wenn das Material lediglich eine Schmelzkäse Verpackung ist. Die Spitzen des Sterns sind selbst in dieser starken Vergrößerung immer noch spitz. Der Stern ist ca. 7 mm groß und das Quadrat genau 19,8 x 19,8 mm. Es wurde mit 20 x 20 mm in Inkscape gezeichnet, womit auch der G-Code erzeugt wurde. Für den allerersten Versuch, ganz ohne das ich irgendeine Ahnung von der Sache habe und ohne irgendwas zu kalibrieren, ist das gar nicht so schlecht, denke ich. Falls ich richtig im Kopf gerechnet habe, sind das gerade mal 1% Abweichung. Der Ausschnitt im Material ist übrigens 20,6 x 20,6 mm, was eine Schnittbreite von 0,8 mm entspricht. Mit mehr Übung beim Fokussieren geht das sicher noch besser.
Dann habe ich ein wenig mit Holz experimentiert. Nachdem ich für Karton den Vorschub auf 500 mm/min und die Laser- Leistung auf nur 5% stellen musste, um einen sauberen Schnitt in einem Durchgang hin zu bekommen, ist bei dem billigen 4 mm dicken Baumarkt- Bastel Sperrholz schon etwas mehr Power nötig. Sperrholz an sich ist für Dioden Laser nicht besonders gut geeignet. Das eigentliche Holz selbst stellt kein Problem dar. Aber der Leim, mit dem die einzelnen Schichten des Sperrholz verleimt sind, reflektiert das Laser Licht, so das es meist erst gar nicht zu einem Durchtrennen der Leimschicht kommt. Man braucht schon viel “Bums”, um Sperrholz mit einem Dioden- Laser zu schneiden.
Dazu habe ich den Vorschub halbiert, also auf 250 mm/min und natürlich mit voller Leistung gearbeitet. Trotzdem benötigte ich drei Durchgänge, um das 4 mm Sperrholz zu schneiden. Im Prinzip je Schicht des Holzes einen Durchgang. So ließ es sich aber einwandfrei schneiden.
Außerdem habe ich auch das Gravieren versucht. Dazu habe ich die “Karton” Leistung (also nur 5% sprich 0,75 Watt) aber mit der “Holz” Geschwindigkeit probiert. Wieder auf dem Bastel- Sperrholz, wobei diesmal der Leim keine Rolle spielt, da die Gravuren ja nicht so tief ins Holz eindringen…
Das Ergebnis kann sich durchaus sehen lassen, finde ich:
Was mich auch erstaunt, ist die Stabilität der ausgeschnittenen Teile (sowohl Holz als auch Karton). Durch das Lasern werden die Fasern an den Kanten nicht zerrissen wie beim Schneiden oder Sägen üblich, sondern verschmolzen. Das muss wohl die Stabilität spürbar erhöhen.
Im Moment bin ich jedenfalls schwer begeistert, obwohl ich mich noch sehr wenig mit den ganzen CAD Software Geschichten auskenne und noch vieles ausprobieren und auch büffeln muss. Die Beispiele sind mit Inkscape 0.9.4 und mit Laser GRBL als Steuerprogramm gemacht worden. Um in Zukunft aber “perfekte” Modelle zu konstruieren, muss ich mich bestimmt noch ein paar Hundert Stunden lang in die entsprechende Software einarbeiten. Wobei ich noch gar nicht weiß, welche Software eigentlich die “Entsprechende” für mich ist bzw. sein wird. Aber zumindest gibt es viele Möglichkeiten, auch im Open Source bzw. Freeware Bereich…
So weit der (Um-) Baubericht meiner CNC Fräse/Lasercutter
Claus60- Skalpell-Künstler
John-H., bluetrain, klaus.kl, Lupo60 und Classic mögen diesen Beitrag
Re: Baubericht CNC Fräse mit Lasercut Upgrade.
![]() von Claus60 Fr 26 Nov 2021, 19:25
von Claus60 Fr 26 Nov 2021, 19:25
Hi.
Na ja, ein CNC Fräse / Lasercutter Abteilung gibt es hier nicht (zumindest habe ich keine entdecken können) und von der grundlegenden Technologie passt so ein Gerät besser zu 3D Drucker als zu Werkzeug (obwohl es ja durchaus ein Werkzeug ist)...
Na ja, ein CNC Fräse / Lasercutter Abteilung gibt es hier nicht (zumindest habe ich keine entdecken können) und von der grundlegenden Technologie passt so ein Gerät besser zu 3D Drucker als zu Werkzeug (obwohl es ja durchaus ein Werkzeug ist)...
Claus60- Skalpell-Künstler
Re: Baubericht CNC Fräse mit Lasercut Upgrade.
![]() von Frank Kelle Sa 27 Nov 2021, 14:53
von Frank Kelle Sa 27 Nov 2021, 14:53
Claus60 schrieb:Hi.
Na ja, ein CNC Fräse / Lasercutter Abteilung gibt es hier nicht (zumindest habe ich keine entdecken können) und von der grundlegenden Technologie passt so ein Gerät besser zu 3D Drucker als zu Werkzeug (obwohl es ja durchaus ein Werkzeug ist)...
DAS lässt sich nachholen

Ich bastel die nachher

Frank Kelle- Admin

Claus60 mag diesen Beitrag
Re: Baubericht CNC Fräse mit Lasercut Upgrade.
![]() von Frank Kelle Sa 27 Nov 2021, 15:31
von Frank Kelle Sa 27 Nov 2021, 15:31
Sooo..
es gibt jetzt DIESE neue Abteilung mit Unterordnern
https://www.der-lustige-modellbauer.com/f506-maschinen-fur-den-modellbau
Muss man(n) ja nur gesagt werden Ich kann die gern noch abändern, erweitern, umbenennen. Je nach Wunsch (mir fielen gerade keine besseren Titel ein). Alle vorhandene Berichte in der Art (ich war selber überrascht) sind nun hier - zumindest DIE, die ich fand..
Ich kann die gern noch abändern, erweitern, umbenennen. Je nach Wunsch (mir fielen gerade keine besseren Titel ein). Alle vorhandene Berichte in der Art (ich war selber überrascht) sind nun hier - zumindest DIE, die ich fand..
es gibt jetzt DIESE neue Abteilung mit Unterordnern
https://www.der-lustige-modellbauer.com/f506-maschinen-fur-den-modellbau
Muss man(n) ja nur gesagt werden
Ich kann die gern noch abändern, erweitern, umbenennen. Je nach Wunsch (mir fielen gerade keine besseren Titel ein). Alle vorhandene Berichte in der Art (ich war selber überrascht) sind nun hier - zumindest DIE, die ich fand..
Frank Kelle- Admin
bluetrain mag diesen Beitrag
Re: Baubericht CNC Fräse mit Lasercut Upgrade.
![]() von Claus60 Sa 27 Nov 2021, 18:21
von Claus60 Sa 27 Nov 2021, 18:21
Hi.
Prima, danke. Hier ist der Bericht sicher viel besser aufgehoben...
Prima, danke. Hier ist der Bericht sicher viel besser aufgehoben...
Claus60- Skalpell-Künstler

 Ähnliche Themen
Ähnliche Themen» Joswood - Haltepunkt Wilhelmsthal in 1/45 - Lasercut-Kartonbausatz - Baubericht
» Triebwagen der KFE in 0e gem. Lasercut-Bausatz von V8maschine (Ingo)-Baubericht
» Lake George & Boulder Railroad
» SMS König 1:350 ICM plus Upgrade Set
» Bismarck 1:200 neu von Trumpeter,eine Bausatzvorstellung
» Triebwagen der KFE in 0e gem. Lasercut-Bausatz von V8maschine (Ingo)-Baubericht
» Lake George & Boulder Railroad
» SMS König 1:350 ICM plus Upgrade Set
» Bismarck 1:200 neu von Trumpeter,eine Bausatzvorstellung
Seite 1 von 1
Befugnisse in diesem Forum
Sie können in diesem Forum nicht antworten